

{kind=link}
{kind=link}
{kind=link}
{kind=link}
基于Bootstrap-Bayes的加工中心主轴可靠性建模
[陈传海1  , 杨兆军
, 杨兆军1 , 陈菲1 , 郝庆波1, 2 , 许彬彬1 , 阚英男1 ]
, 杨兆军, 郝庆波|
|


陈传海(1983),男,讲师,博士.研究方向:数控机床可靠性建模.E-mail:cchchina@foxmail.com
针对采用常规Bayes方法对小样本加工中心主轴之类产品进行可靠性建模时与工程实际有较大差异的问题,提出了一种基于Bootstrap-Bayes的小样本可靠性建模方法:为减小先验分布的误差,应用Bootstrap抽样方法对研究对象相同制造环境下同类产品的可靠性模型进行再抽样,从而获得参数的先验分布;在计算后验分布过程中,利用马尔可夫链蒙特卡罗抽样方法,简化了计算,得到了研究对象的可靠性模型。以大样本下经典建模方法所得可靠性模型为基准,与利用Bootstrap-Bayes方法建立的可靠性模型和常规Bayes方法建立的可靠性模型进行比较,结果表明,基于Bootstrap-Bayes的可靠性建模方法所建模型的误差明显小于常规Bayes方法。
The reliability model established using traditional statistical method for the spindle in machining center with small sample size may be biased in the real case. Therefore, a modified reliability modeling method for small sample size was proposed using Bootstrap-Bayes approach. First, the reliability function of time between failures using empirical modeling method was established. Then the accurate of the parameters prior distribution of Bayes method was provided. This method improves the precision of prior distribution built by traditional empirical method. In order to calculate the posterior distribution of parameters, Monte Carlo simulation was developed. Finally, a real-world example of the spindle of one kind of machining center was presented using the proposed approach to show its potential application. The results show that the proposed method can provide an accurate reliability model for small sample failure data.
数控机床整机及其功能部件子系统的可靠性建模是数控机床可靠性研究的前提和基础[ 1, 2]。中高档数控机床产品种类繁多,通常属于小批量生产,因此收集其大批量故障数据具有很大的难度。随着市场竞争的愈加激烈,缩短产品研发周期已成必然趋势。为此,如果能利用小样本故障数据对数控机床及其子系统进行可靠性建模,对于产品开发具有重要意义。
目前,已有许多针对小样本产品的可靠性建模方法的研究。文献[ 3, 4]在假设故障间隔时间服从指数分布的前提下,结合同类产品的故障信息,给出了故障间隔时间的Bayes估计,解决了故障间隔时间服从指数分布的小样本产品可靠性建模问题。对于威布尔分布(形状参数 β=1时,威布尔分布简化为指数分布),文献[ 5]在形状参数 β≠1时构造了中间量,使其服从指数分布,从而利用Bayes方法进行了可靠性建模。文献[ 6]应用“平均剩余寿命”概念得到了参数估计,进而将其转化为至少有一个或多个失效数据的情形,利用多层先验分布和分布函数曲线拟合方法得到分布参数的估计值。
上述可靠性建模方法大多是假设故障间隔时间服从指数分布,而在实际中,有相当一部分产品的故障间隔时间服从威布尔分布[ 1, 7]。同时,准确利用先验信息可以降低小样本产品可靠性模型的误差,而常规Bayes方法一般是通过经验来确定参数的先验分布[ 8, 9],因此会产生主观误差。基于上述不足,本文提出一种基于Bootstrap-Bayes的小样本产品可靠性建模方法。利用Bootstrap抽样方法对Bayes的先验分布进行求解,此方法可以降低先验分布的误差。在获取先验分布之后,利用马尔可夫链蒙特卡罗抽样方法(Markov Chain Monte Carlo,MCMC)求解Bayes的后验分布,进而获得产品的可靠性模型。最后,以某加工中心主轴系统为实例,利用该方法对其进行可靠性建模并进行验证。
Bootstrap是对已知数据的再抽样[ 10, 11]。设 T=( T1, T2,…, T n)是总体 F( T)的独立同分布的样本数据, F n ( T)是由样本数据 T得到的分布函数,参数估计为 
 | (1) |
从样本总体 F n ( T)中再次抽取子样本数据, 

 | (2) |
如果 Δ*在可接受范围内,则可以用子样本的分布 
Bootstrap方法的误差来源于样本抽样和子样本再抽样过程。若要减小估计参数的误差,则必须减小抽样误差和再抽样误差。减小误差的方法有扩大样本容量和多次抽样两种方法。
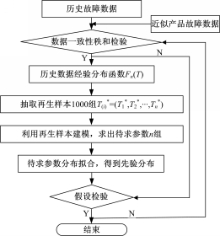
根据抽样方式的不同,Bootstrap方法分为参数与非参数抽样。参数抽样方法常用于抽样函数分布已知的情况,从中抽取再生样本的一种抽样方法,因此参数抽样方法比非参数抽样方法效率和精度更高[ 12]。基于数控机床产品的特点,其故障数据一般服从威布尔分布[ 7],因此对数控机床产品的数据进行抽样时一般用Bootstrap参数抽样方法,并在此基础上确定Bayes的先验分布,其流程如图1所示。
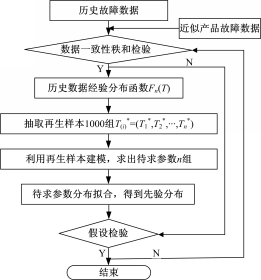 | 图1 Bootstrap抽样方法流程图Fig.1 Flow chart of Bootstrap sampling |
Bootstrap再抽样与一次抽样相比,减少了分布函数的抽样误差,因此本文在经验分布函数的基础上运用参数抽样方法进行再抽样,通过Gibbs抽样计算得到威布尔分布参数 α和 β的先验分布。
先验分布 π( θ)是以经验或者同类产品的故障数据为基础对总体分布参数做出的估计。在获取样本数据之后,对 π( θ)进行修正,可得到后验分布 π( θ| x),即总体分布[ 13],为
 | (3) |
式中: p( x| θ)为参数 θ的似然函数; π( θ)为参数 θ的先验分布。
相对于经典统计方法,Bayes方法的后验分布计算复杂,而蒙特卡罗抽样是处理复杂统计问题的重要方法,因此可利用其从 π( θ| x)中抽取样本 θ={ θ1, θ2,…, θ n},则:
 | (4) |
Gibbs抽样是蒙特卡罗抽样方法的一个特例,可用于后验分布的计算[ 14]。在对高维或复杂分布进行抽样时,通过 
 | (5) |
当式(4)中 n的取值足够大时,式(5)则是以 π为不变分布,即该分布的值接近于 π。因此式(5)可以近似地作为分布 π的总体样本[ 15, 16]。
在马尔可夫链蒙特卡罗抽样方法中,给定条件分布 π( X T | X-T),其中 X T={ X i,i∈T}, X-T={ X i,i∉ T},并且 T⊆ N={1,2,…, n},则如果π( X T | X- T)条件分布中所有变量都出现的分布为满条件分布。后验分布 π( θ)通常是乘积式,因此满条件分布与抽样分布相差一个比例常数。如果不考虑此常数,则可以用满条件分布的样本近似代替抽样分布的样本。给定参数初值 
步骤1 根据下面的满条件分布,从 


︙

︙

步骤2 重复迭代 M次,此时样本趋于收敛,即 

步骤3 重复步骤1,直到序列式(6)达到收敛。
 | (6) |
序列式(6)达到收敛后得到参数的抽样值如下:

︙

在获得 θi的抽样值后,则用MCMC方法计算Bayes的后验分布。
作者长期现场跟踪相同制造环境下同类产品和同型号加工中心的运行过程,并收集了其故障数据,分别如表1和表2所示,带“+”的数据为截尾数据。其中Y1、Y2和Y3为3台相似型号的机床编号,为Z1~Z5机床的前期产品。以大样本经典建模方法所建立的可靠性模型为基准,将利用Bootstrap-Bayes方法建立的可靠性模型和常规Bayes方法建立的可靠性模型与基准比较,验证本文研究的基于Bootstrap-Bayes的可靠性建模方法的正确性。
| 表1 相似类型加工中心主轴的先验故障数据 Table 1 Failure data of the similar type of machining center spindle |
| 表2 同类型加工中心主轴故障数据 Table 2 Failure data of machining center spindle of the sane type |
将表1的故障数据按大小排序,根据Bootstrap再抽样方法,利用Matlab对其进行循环计算,每次计算时去掉一个数据,对剩余的数据进行两参数威布尔分布函数的拟合,分别求得参数 α i 和 β i,则

将 

 | (7) |
利用Matlab对函数 F n ( T)随机抽取1000组再生子样本,然后对该子样本分别进行分布拟合,求得1000组的 

 | (8) |
 | (9) |
假设该批加工中心主轴系统可靠性现场试验的截止时间为 t0共有 n个样本和 r个故障,其顺序统计量为: T(1)≤ T(2)≤⋯≤ T(r)≤ T0, 
 | (10) |
以 Z5 加工中心主轴为例进行后验分布的计算说明。将其故障数据代入式(10)(其中样本数 n=6,故障数 r=5,故障间隔时间服从两参数威布尔分布函数),则最大似然函数:
 | (11) |
其中,式(11)的核为
 | (12) |
根据Bayes公式,得到 α和 β的后验分布:
 | (13) |
将 Lt| α, β, fα和 fβ代入式(13),得到后验分布的核为
 | (14) |
根据满条件定义, α和 β的满条件分布为
 | (15) |
 | (16) |
根据后验分布式(3),建立Dooble模型,如图2所示。
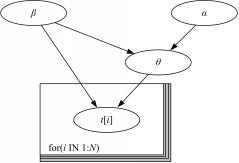 | 图2 Gibbs抽样的Dooble模型Fig.2 Dooble model of Gibbs sampling |
α、 β和 γ分别表示威布尔分布中的尺度参数、形状参数和尺度参数。在进行Gibbs抽样时,取初始值 α=1111, β=0.8528和 γ=0,迭代次数取10 000次,运用Gibbs的编程语言Winbugs对Dooble模型进行求解,结果如表3和表4所示。
| 表3 后验分布中尺度参数 α的数字特征 Table 3 Characteristics of posterior distribution of α |
| 表4 后验分布中形状参数 β的数字特征 Table 4 Characteristics of posterior distribution of β |
由表3和表4可知,随着迭代次数的增加,MC抽样误差逐渐减小,均值和标准差逐渐趋于稳定,即迭代过程中马尔可夫链达到稳定,迭代函数收敛。
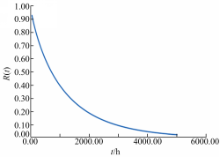
可知 α=1111和 β=0.8528,因此 Z5加工中心主轴系统的失效率函数和可靠度函数分别为
 | (17) |
 | (18) |
可靠度和概率密度函数曲线如图3和图4所示。根据平均故障间隔工作时间(Mean time between failures,MTBF)的定义, Z5的MTBF=1206.2 h。
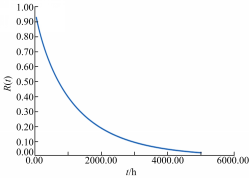 | 图3 加工中心主轴系统可靠度函数曲线Fig.3 Reliability function of machining center spindle |
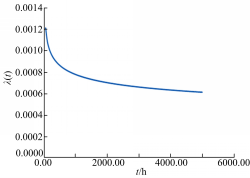 | 图4 加工中心主轴系统失效率函数曲线Fig.4 Failure rate function of machining center spindle |
分别以 Z1~ Z5加工中心主轴的小样本故障数据为基础,根据上述分析方法,分别利用Bootstrap-Bayes方法和常规Bayes方法建立其可靠性模型,其参数估计值如表5所示。
| 表5 Bayes方法求得的可靠性模型参数和MTBF Table 5 Parameters obtained by Bayes method |
以 Z1~ Z5加工中心主轴故障数据为大样本数据,利用经典统计方法建立的两参数威布尔分布模型参数如下: α=1206.88; β=0.83;MTBF=1337.00 h,将其与用Bootstrap-Bayes和常规Bayes方法建立的可靠性模型参数对比,如表6所示。
| 表6 估计参数的误差 Table 6 Errors of parameters % |
由表6知,利用Boootstrap-Bayes方法建立的可靠性模型误差小,能得到较准确的可靠性模型。
(1)利用本文研究的基于Bootstrap抽样方法求解Bayes的先验分布,同时辅以MCMC技术求解Bayes的后验分布的方法能够建立小样本产品的可靠性模型。
(2)以加工中心主轴系统的小样本故障数据为基础,利用Bootstrap-Bayes方法和常规Bayes方法分别建立可靠性模型,与以大样本下经典建模方法所建模型进行比较,结果表明基于Bootstrap-Bayes方法建立的可靠性模型误差小。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|