

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
22MnB5热成形钢板钨极氩弧焊接性能
[李欣 , 王刚, 陆冠含, 谷诤巍, 徐虹]
, 王刚, 陆冠含, 谷诤巍, 徐虹]
, 王刚, 陆冠含, 谷诤巍, 徐虹]
|
|


李欣(1980),女,副教授,博士.研究方向:材料合成与加工工艺.E-mail:li_xin@jlu.edu.cn
对采用钨极氩弧焊接工艺(TIG)的厚度为4 mm的22MnB5热成形钢板的焊接性能进行了研究,分析了不同焊接参数下接头的微观组织和力学性能。结果表明:采用直流TIG焊工艺,在其他焊接参数一定的条件下,当焊接电流为60 A和100 A时,所焊试件均出现焊接缺陷;焊接电流为80 A时,焊接试件虽无宏观缺陷,但焊缝金属中出现魏氏组织。采用直流脉冲TIG焊工艺,在平均电流为60 A时能够使焊接试件良好成形,试件焊缝及热影响区粗晶区、细晶区均为铁素体和珠光体的混合组织,热影响区内高温回火区由板条马氏体、下贝氏体及珠光体构成,低温回火区内碳化物呈粒状析出。随着距焊缝中心距离的增加,接头的显微硬度呈上升趋势,抗拉强度为631 MPa,仅为母材的42.1%。
Tungsten Inert Gas (TIG) welding technology was employed to study the weldability of THQ50-C filler metal of 4 mm sheet thickness 22MnB5 after hot stamping. The microstructures and mechanical properties of the welding joints under different welding parameters were analyzed. Results show that, under the condition of DC-TIG welding, welding defects were found when the welding current is 60 A and 100 A; at 80 A welding current no macroscopical were found on the test pieces, but widmanstatten structure appeared in weld metal. While the DC pulse TIG welding was applied, high quality joint was available when the average welding current was only 60 A. The weld metal, coarse and fine grain zones of Heat Affected Zone (HAZ) were all composed of ferrite and pearlite; lath martensite, lower bainite and pearlite distributed in high temperature tempering zone of HAZ; granular carbide was separated out from the lath martensite in low temperature tempering zone of HAZ. Microhardness of the test pieces increased with the distance from the weld center, but the tensile strength was 631 MPa, about 42.1% of that of base material.
发展高强度的汽车轻量化材料对实现车辆节能减排、提高汽车安全性具有重大现实意义[ 1]。22MnB5钢作为一种汽车超高强度结构件用钢,其经过热冲压成形后抗拉强度可达1500 MPa以上,在提升汽车碰撞安全等级的同时,可使车身重量大幅降低[ 2, 3]。目前广泛采用厚度为2 mm的22MnB5钢作为车身结构件,并利用电阻点焊及激光搭接焊工艺实现连接[ 4, 5],而在底盘结构件中未见应用。若将厚度为4 mm的22MnB5钢应用于底盘承载部件,并能采用电弧焊工艺实现连接,对于进一步提高汽车安全性、降低能耗及生产成本具有重要意义,但目前鲜有针对该方向的研究。
本文采用直流TIG焊和直流脉冲TIG焊两种工艺,通过分析焊后接头的微观组织和力学性能,并与激光焊接头的强度进行对比,验证了板厚为4 mm的22MnB5热成形钢板TIG焊工艺的适用性。
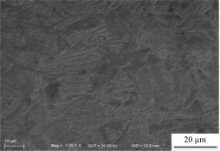
选取厚度为4 mm的22MnB5热成形钢板,采用THQ-50C焊丝作为焊接填充材料,将22MnB5钢板加热到完全奥氏体化以后,通过内部带有冷却系统的热成形模具快速冲压成形,使之发生完全马氏体相变,得到室温下微观组织为板条马氏体的超高强度钢。22MnB5热成形钢板及THQ-50C焊丝的化学成分如表1所示, 母材微观组织如图1所示。
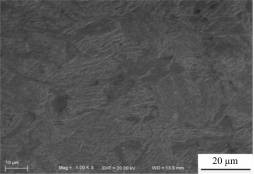 | 图1 材料的微观组织Fig.1 Microstructures of the materials |
| 表1 22MnB5热成形钢板及THQ50-C焊丝的化学成分 Table 1 Chemical compositions of 22MnB5 hot stamping plate and THQ50-C filler metal |
试验采取对接接头形式,焊接试板尺寸为100 mm×90 mm×4 mm,并设计60°的V型坡口,坡口及两侧20 mm范围内用砂纸打磨,去除表面氧化层,再用丙酮清洗以去除杂质及油污。将焊接试板组装夹紧后进行焊接,焊接参数和接头编号如表2所示。
| 表2 接头编号及焊接参数 Table 2 Number of the joint and welding parameters |
焊后沿垂直于焊缝方向切割金相试样,试样经过打磨、抛光后用4%硝酸酒精溶液腐蚀。采用EVO18型扫描电镜观察焊接接头各区域的微观组织;利用HVS-1000ZDT型显微硬度计测定焊接接头不同区域的硬度分布,载荷为200 GF,保压时间为10 s;采用MTS810型拉伸试验机测试焊接接头的拉伸性能,拉伸速度设定为4 mm/min。
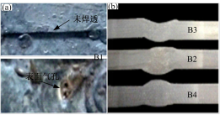
如图2所示,采用直流TIG焊工艺,当焊接电流为60 A时,焊缝根部出现未焊透缺陷,焊缝正面产生表面气孔,说明这种参数组合导致焊接热输入过小,致使焊缝根部未熔透,且焊缝冷却速度较快,熔池中的气泡来不及彻底逸出,在焊缝表面形成气孔;焊接电流为100 A时,电弧穿透力较强,焊接热输入过高,导致焊缝正面出现塌陷,焊缝边缘应力集中较为严重。其余试件均成形良好,焊缝余高均在1 mm以下,焊趾处圆滑过渡。
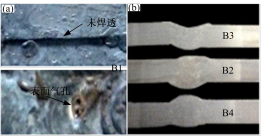 | 图2 焊接接头宏观形貌Fig.2 Macroscopic profiles of the joints |
直流TIG焊工艺中设定80 A焊接电流时,其焊缝金属的微观组织如图3(a)所示,焊缝金属中出现了魏氏组织,其特征为先共析铁素体沿奥氏体晶界呈网状或片状析出,这是一种过热的脆性组织,由此可知焊接热输入达到845 J/mm后即可使焊缝金属呈过热状态。当采用直流脉冲TIG焊工艺时,其平均电流仅为60 A时,所焊试件B4的焊缝金属微观组织为铁素体和珠光体的混合组织,且先共析铁素体呈块状分布,如图3(b)所示。
 | 图3 焊缝金属的微观组织Fig.3 Microstructures of the weld metal |
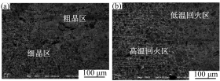
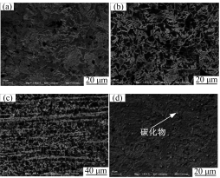
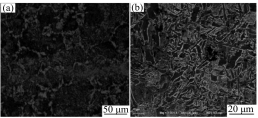
图4为直流脉冲TIG焊工艺条件下接头热影响区(Heat affected zone,HAZ)中各分区微观组织的分布。由图4(a)可见,热影响区中粗晶区和细晶区分界明显, 靠近焊缝一侧由于焊接热循环峰值温度最高,奥氏体化过程中晶粒长大严重,冷却之后形成了粗大的铁素体和珠光体的混合组织(见图5(a));细晶区微观组织为均匀细小的铁素体和珠光体(见图5(b)),在焊接热循环的作用下,细晶区经历了完全重结晶过程,形成力学性能良好的正火组织。图4(b)所示的高温回火区紧邻细晶区,由板条马氏体、珠光体及下贝氏体构成,呈带状分布(见图5(c)),这是因为母材中的主要合金强化元素Mn能够增加偏析,易形成带状组织;图4(b)中靠近母材一侧为低温回火区,微观组织为回火马氏体,碳化物呈颗粒状从板条马氏体基体中析出(见图5(d)),高温回火区和低温回火区之间并无明显过渡区域。
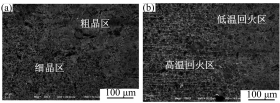 | 图4 热影响区微观组织分布Fig.4 Microstructures distributions of the HAZ |
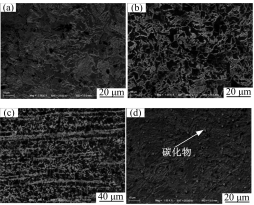 | 图5 热影响区微观组织Fig.5 Microstructures of the HAZ |
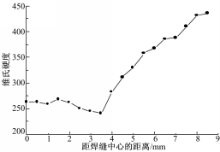
图6为采用直流脉冲TIG焊工艺焊接接头的显微硬度分布。由图可知:焊缝金属处的硬度较为均匀,平均维氏硬度为263.2,为母材维氏硬度值(440)的60%。在熔合线到HAZ粗晶区约1.5 mm范围内,显微硬度呈缓慢减小的趋势,在HAZ粗晶区出现维氏硬度最低值(241.2),原因在于粗晶区的焊接热循环峰值温度最高,严重过热,焊后软化程度最大。越过粗晶区,HAZ硬度值随着离焊缝中心的距离变远而呈现变大的趋势,这是由高温回火区和低温回火区的微观组织决定的,随着回火温度的降低,原母材板条马氏体的软化程度逐渐下降,从硬度变化趋势可知HAZ宽度约为4.5 mm。
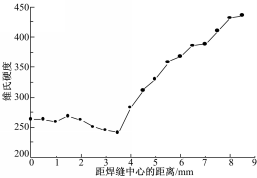 | 图6 接头的硬度分布Fig.6 Hardness distributions of the joints |
拉伸试验结果如图7所示。从图7(a)中可以看出:在直流TIG焊工艺条件下,当焊接电流为80 A时,试样断裂于焊缝金属,这是由焊缝金属中的魏氏组织特征所决定的,其先共析铁素体呈网状分布于原奥氏体晶界,是一种脆性组织,拉伸性能测试结果如表3所示。从表3可以看出:试件B2的延伸率仅为2.7%,属于典型的脆性断裂。当采用直流脉冲TIG焊工艺时,拉伸试样断裂于HAZ粗晶区,即断裂于软化程度最大处,试件B4的抗拉强度为631 MPa,为母材抗拉强度(1500 MPa)的42.1%,延伸率为14.0%,高于母材的延伸率(7.8%),试件B4的拉伸曲线如图7(b)所示,属于典型的塑性断裂。
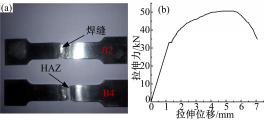 | 图7 拉伸测试结果Fig.7 Results of tensile tests |
| 表3 拉伸测试结果 Table 3 Results of tensile tests |
(1)在直流TIG焊工艺条件下,焊接电流设定为60 A和100 A时,焊接试件均产生宏观缺陷;焊接电流为80 A时,焊接试件虽无宏观缺陷出现,但焊缝金属中出现魏氏组织,恶化了接头力学性能。直流TIG焊工艺不适合4 mm板厚22MnB5热成形钢板的焊接。
(2)采用直流脉冲TIG焊工艺,平均电流为60 A时焊接接头成形良好,焊缝金属及HAZ粗晶区和细晶区由铁素体和珠光体构成,高温回火区微观组织呈带状分布,低温回火区内碳化物呈颗粒状析出。
(3)在直流脉冲TIG焊工艺条件下,HAZ的硬度最低值出现在粗晶区,仅为241.2 HV,软化严重;拉伸试样延伸率为14%,高于母材的延伸率,抗拉强度为631 MPa,仅为母材抗拉强度的42.1%,且仅达到激光焊接头抗拉强度的48.5%,因此直流脉冲TIG焊工艺也不适合4 mm板厚22MnB5热成形钢板的焊接。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|