



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
16 mm S355J2W+N耐候钢板激光电弧复合焊对接工艺
[甄舒1, 2  , 孙大千
, 孙大千1 , 高丹丹1 , 段珍珍2 ]
, 孙大千, 高丹丹|
|


作者简介:甄舒(1985-),女,博士研究生.研究方向:碳钢中厚板激光电弧复合焊焊接工艺.E-mail:664779667@qq.com
应用激光共聚焦显微镜、扫描电镜、显微硬度计及万能拉伸试验机等仪器研究了复合焊焊接参数对焊缝成形、复合焊焊接接头的组织及力学性能的影响。研究结果表明:激光功率、焊接电流均对熔深增大有促进作用;激光功率对熔宽无明显影响,但当激光功率相对较低时,焊缝熔宽呈宽窄交替的“麻花状”;多层焊焊缝形貌类似“高脚杯”状;焊缝金属中存在少量气孔,其形成与焊接过程中母材及焊丝中金属锰气化无直接联系。焊接接头拉伸过程中产生明显颈缩,断裂发生在母材区,断口表面具有明显的塑性变形特征。
The effects of laser power and welding current on the appearance of weld, the microstructures and mechanical properties of welded joint were studied by CLSM, SEM, microhardness tester and universal tensile tester. The results show that laser power and welding current greatly promote the weld penetration. Laser power has no obvious influence on the weld width except that the weld is "bread twist" like when the laser power is relatively low. The multi-layer hybrid weld is goblet-shaped and there are a small amount of pores within the weld metal. The formation of the pores has nothing to do with the gasification of element Mn in the base metal and filler metal. Obvious necking emerges in the base metal zone where fracture happens during the tensile test. Furthermore, the fracture appearance has a typical characteristic of plastic deformation.
耐候钢是介于普通钢和不锈钢之间的低合金钢系列, 由普碳钢添加少量铜、镍等耐腐蚀元素而成, 具有优异的强韧、塑延、成型、耐腐蚀、耐高温、抗疲劳等特性。S355J2W+N是按照欧洲标准EN10025生产出的一种耐候结构钢, 目前被广泛应用于国内轨道车辆行业转向架构架的生产制造[1, 2, 3]。转向架构架为厚板箱型结构, 在实际生产中, 为获得优质MAG焊缝, 焊前必须为工件制备较大坡口、焊接过程中共要进行六层六道焊接, 且焊接速度不能过快, 焊后为消除MAG焊接输入量大造成的焊接变形还要进行必要的调修, 这些必然在一定程度上影响生产效率, 增加制造成本, 因此, 转向架构架焊接行业亟待一种高效、稳定、可靠的焊接新技术改善目前的生产局面。
激光电弧复合焊是将激光束和电弧等离子体两种热源进行有机复合而成的新型焊接技术。由于继承了激光焊能量密度高、熔深大、焊接速度快、变形小以及传统电弧焊表面成形好、对工件组对精度要求较低等两个独立热源各自优势的同时, 又衍生出了譬如良好的焊缝搭桥能力、较高的电弧稳定性等新特点, 激光电弧复合焊技术自20世纪80年代产生以来一直受到广泛关注与研究[4, 5, 6, 7, 8]。近年来, 随着焊接工艺和装备水平、焊接生产机械化和自动化水平的日益提高, 激光电弧复合焊技术在汽车、船舶、航天航空、石油化工等领域得到越来越多的应用[9, 10, 11, 12], 显示出良好的发展前景。
作者对16 mm厚S355J2W+N钢板激光电弧复合焊对接工艺进行研究, 并进一步测试分析了S355J2W+N钢板复合焊焊接接头的组织及力学性能, 为加快激光电弧复合焊在转向架构架焊接领域的应用提供依据。
试验采用S355J2W+N耐候钢板作为母材, NiCu 1-IG焊丝作为填充材料, 表1为焊丝的化学成分, 试板尺寸规格为300 mm× 100 mm× 16 mm, 焊丝直径为1.2 mm; 采用激光电弧复合多层焊对接工艺, 单侧V形30° 坡口, 钝边设定6 mm、4 mm两种; 采用的激光-电弧复合焊装置由YLS-10000型光纤激光器、CNC数控系统及工作台、YD-500AG型直流弧焊机以及HQP-2型混合气体配比器等组成。本试验焊接基本参数如下:激光功率为1~4 kW, 离焦量为-2 mm, 激光前导距离为3 mm, 焊接电流为95~310 A, 焊接速度为0.5~0.7 m/min, 电弧焊枪与工件夹角为55° , 干伸长度为17~20 mm, 保护气成份80%Ar+20%CO2, 保护气体流量为30 L/min, 钝边间隙为0.7~1.2 mm。焊前, 首先进行试板表面清理, 而后将其装夹在工作台上, 利用塞尺控制钝边间隙。施焊时, 电弧焊枪先起弧, 待起弧信号得到反馈后, 激光器输出激光。
试验采用OLS3000型激光共聚焦显微镜以及EVO18型扫描电子显微镜研究焊接接头的微观组织; 采用MH-3型显微硬度计测试焊接接头硬度; 采用WE-200型万能试验机测试焊接接头拉伸性能。
| 表1 母材和填充金属的化学成分(质量分数) Table 1 Chemical compositions of base metal and filler metal |
本项研究采用坡口钝边为6 mm的试板, 在坡口内仅焊一道焊缝。
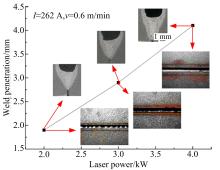
图1为激光功率对焊缝成形影响的试验结果, 可以看出, 随着激光功率增大, 熔深显著增大, 熔宽无明显变化, 但当激光功率相对较低时(2 kW), 焊缝熔宽呈现宽窄交替的“ 麻花状” , 焊缝成形质量明显降低。这是因为:①激光对电弧的引导作用减弱, 从而导致熔滴过渡不稳定; ②焊接热输入与坡口尺寸、形态不匹配, 并且填丝量过小, 造成焊缝成形不连续。此外, 试验结果显示, 激光功率对焊缝的气孔倾向有一定影响, 过高的激光功率易导致焊缝中形成气孔。这主要是由于激光密度较高导致金属气化以及冷却速度较快影响气泡溢出。本试验条件下, 对于钝边为6 mm的坡口, 激光功率4 kW未能形成完全熔透的焊缝。
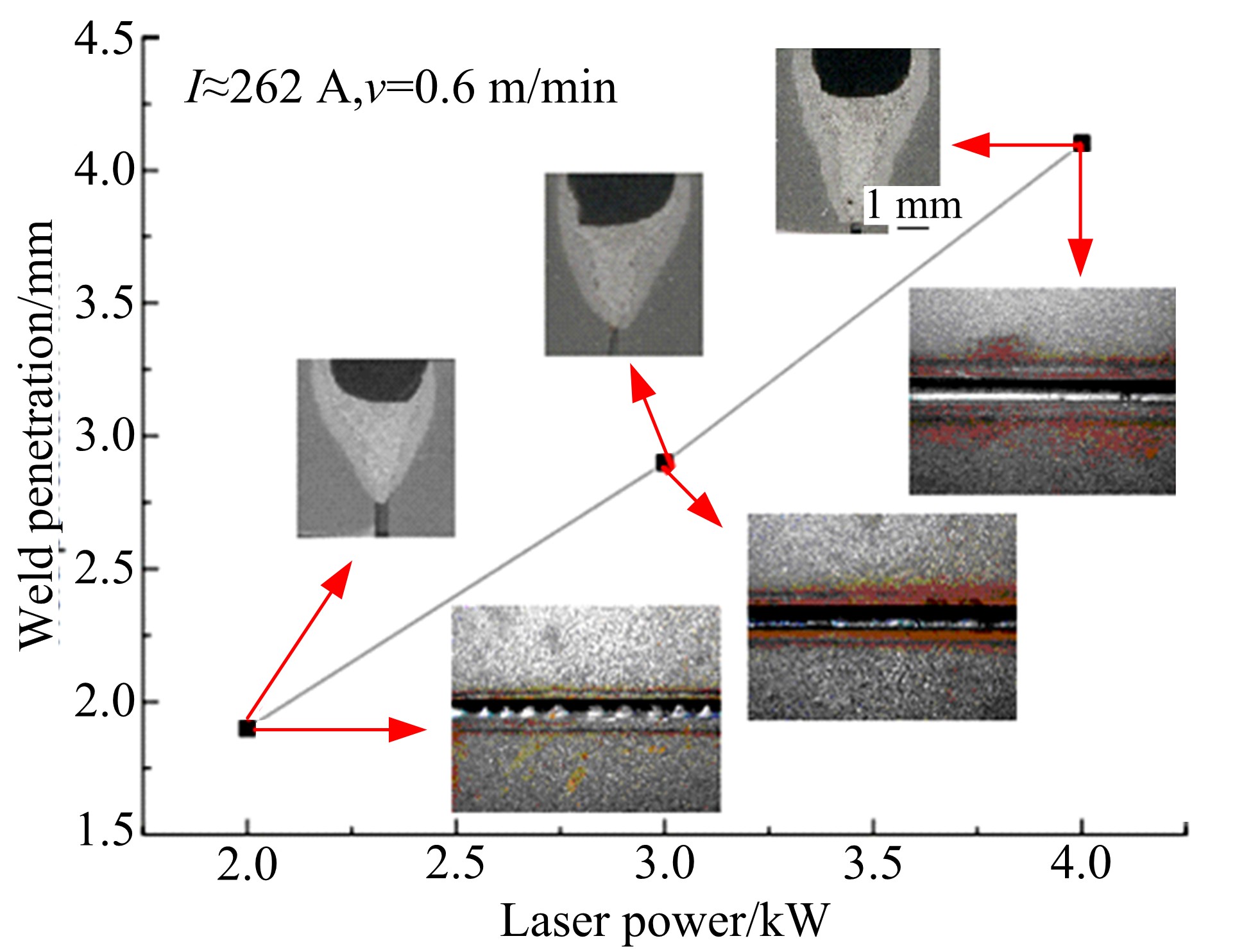 | 图1 激光功率对焊缝成形的影响Fig.1 Effect of laser power on weld penetration and appearance |
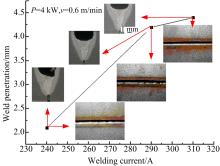
图2为焊接电流对焊缝成形影响的试验结果。可以看出, 随着焊接电流增大, 熔深增大, 熔宽增大。对于钝边为6 mm的坡口, 焊接电流310 A未能形成完全熔透的焊缝。在本研究范围内, 焊接电流对焊缝表面成形无明显影响。
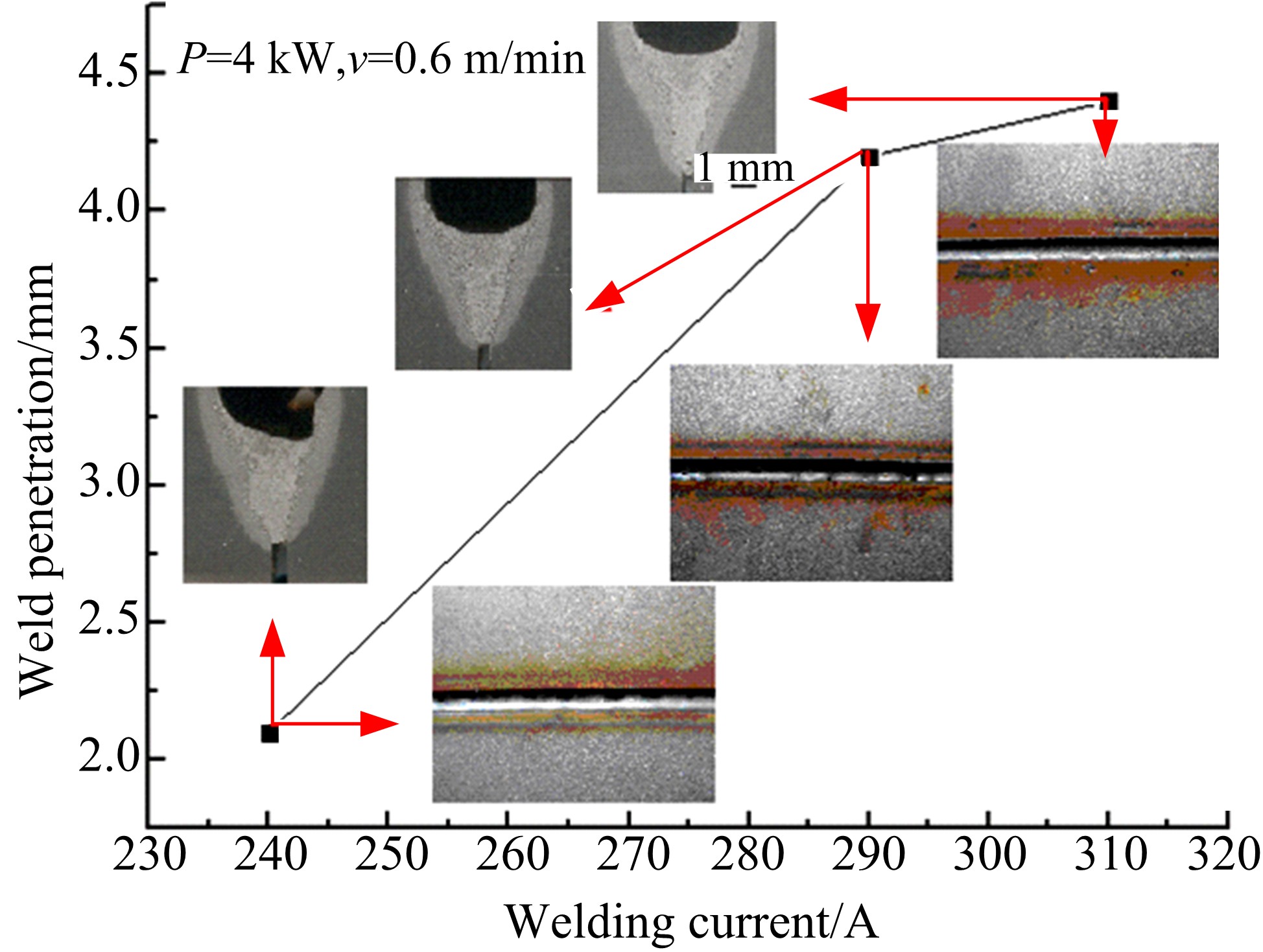 | 图2 焊接电流对焊缝成形的影响Fig.2 Effect of welding current on weld penetration and appearance |
根据上述研究结果, 为获得全熔透焊缝, 激光电弧复合多层焊焊缝成形研究采用坡口钝边为4 mm的试板、四层四道多层焊工艺, 焊接参数见表2。
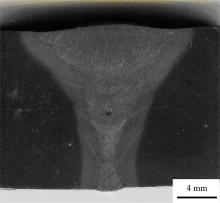
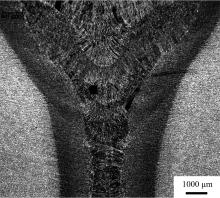
图3为激光电弧复合多层焊的焊缝截面形貌。可以看出, 激光电弧复合多层焊的焊缝层间及焊缝与母材间熔合良好, 焊缝形貌类似“ 高脚杯” 状, 这是由于第一层至第四层焊缝的激光功率逐渐降低、焊接电流逐渐增大导致单层焊缝熔深减小、熔宽增大, 整个焊缝上部电弧起主要作用, 下部激光起主要作用。底层焊缝选择相对高的激光功率有利于增加熔深、形成熔透焊缝; 顶层焊缝选择相对低的激光功率和焊接速度有利于增加熔宽, 避免欠填充或咬边等缺陷的产生。
| 表2 激光电弧复合多层焊焊接参数 Table 2 Welding parameters of laser-MAG hybrid welding with 4 layers |
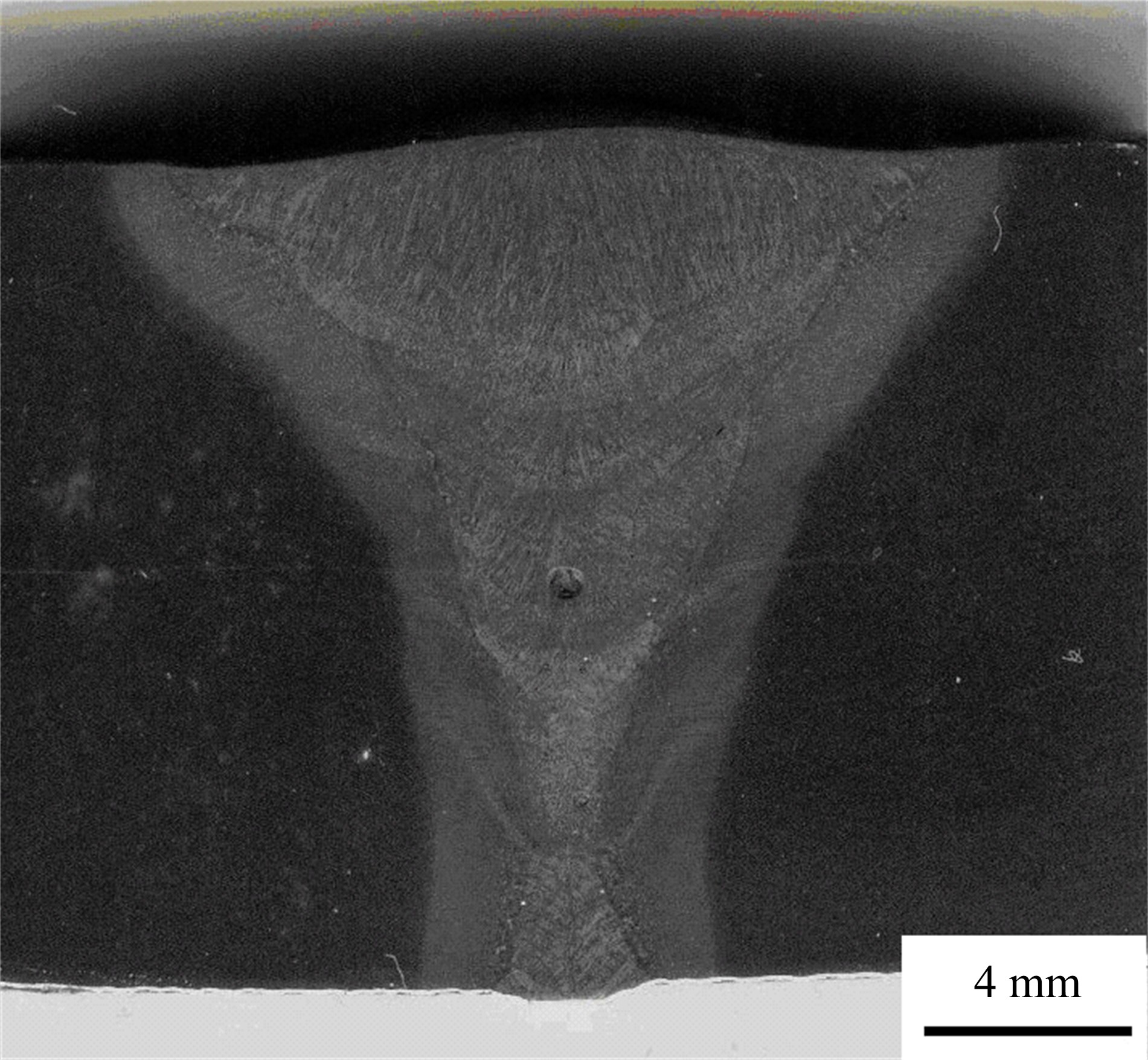 | 图3 激光电弧复合焊焊缝截面形貌Fig.3 Cross section appearance of laser-MAG hybrid welded joint |
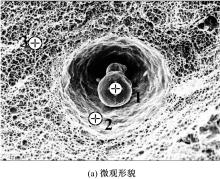
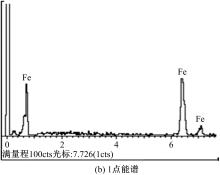
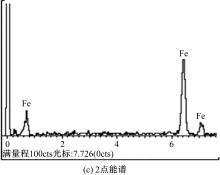
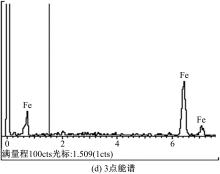
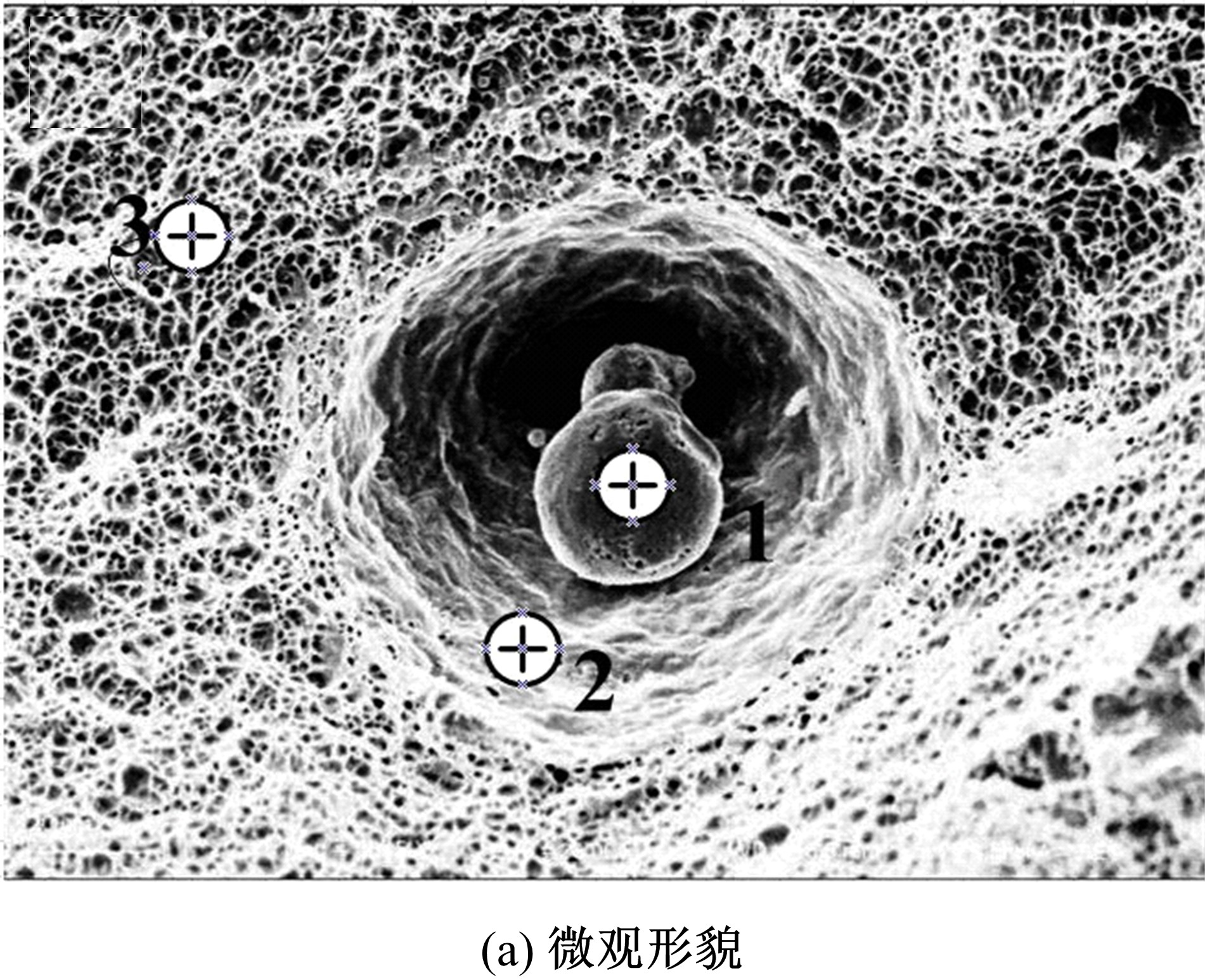
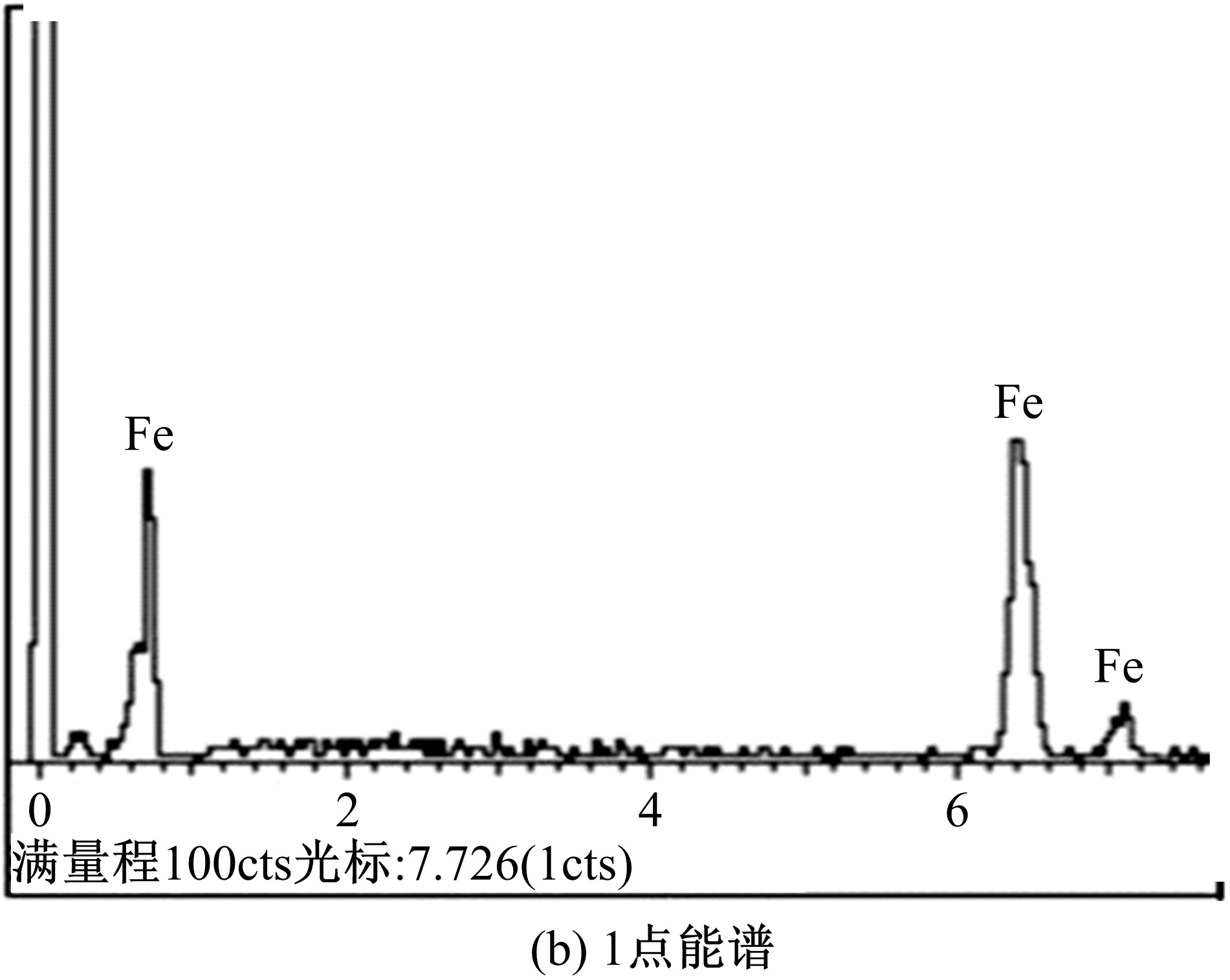
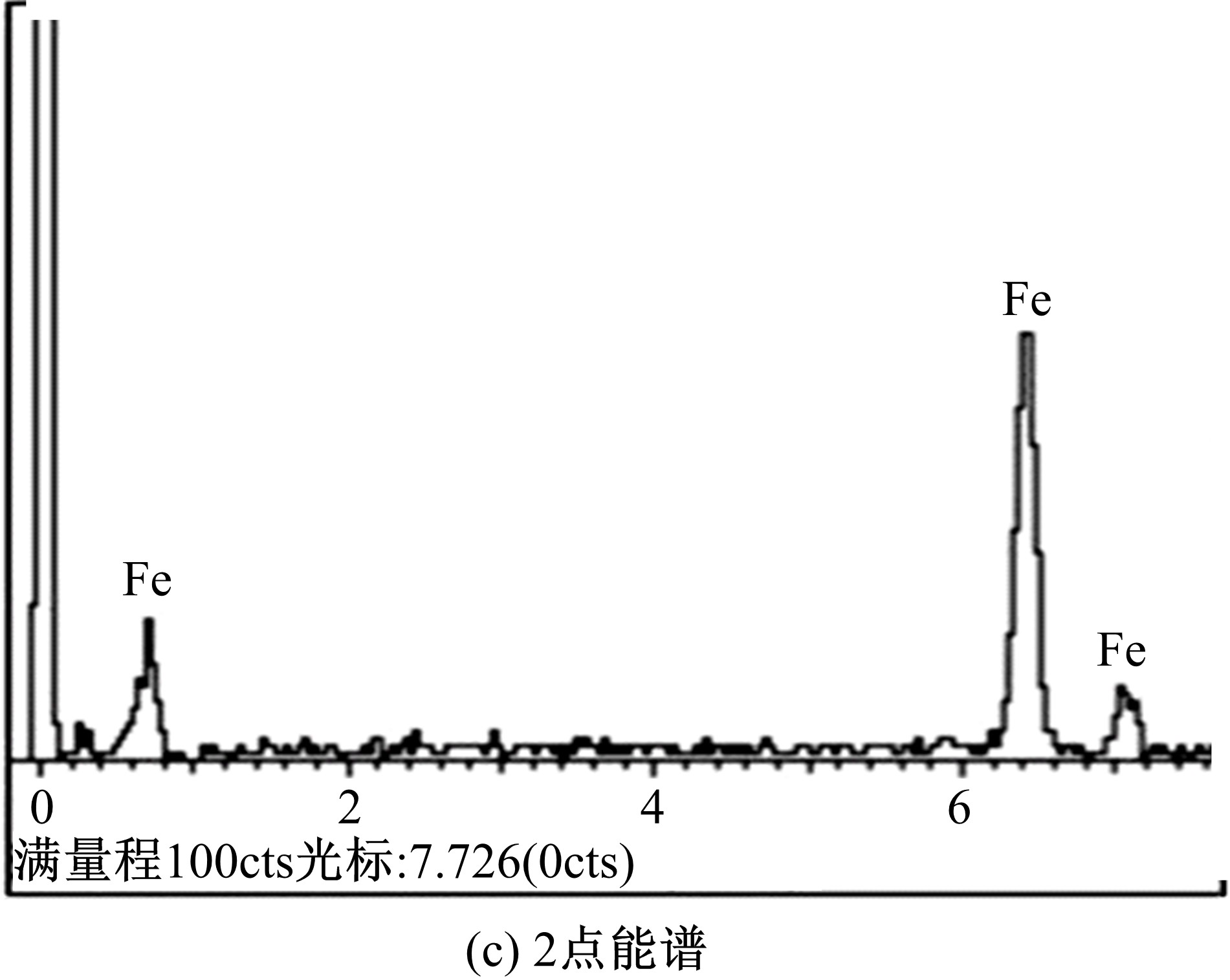
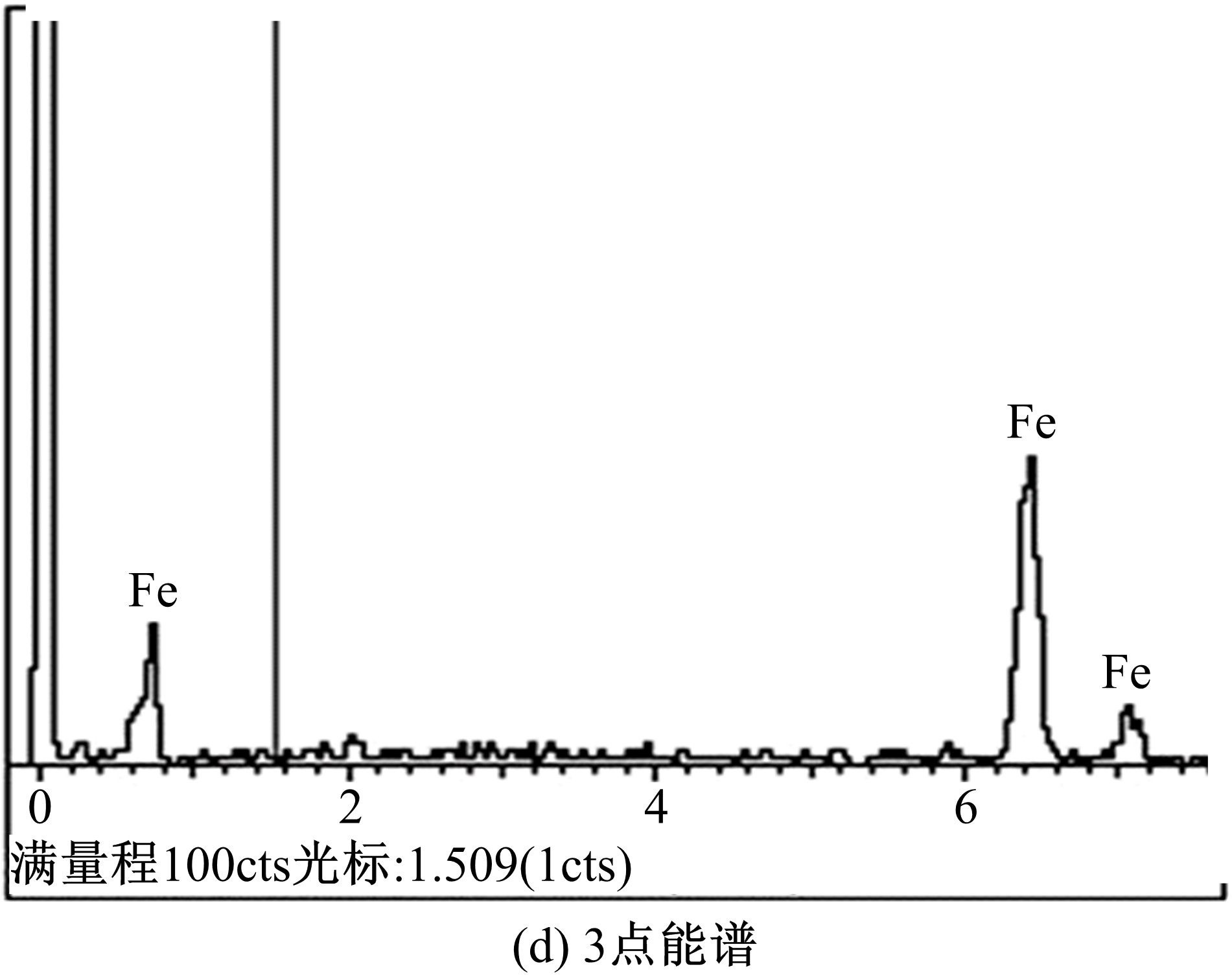
由图3可以看出, 激光电弧复合焊焊缝金属内存在少量气孔, 分析母材和焊丝所含元素, 猜测认为气孔的形成可能与蒸汽压相对较高的Mn元素气化有关。图4为气孔区域的微观形貌和能谱分析结果, 分析结果显示, 气孔内壁和母材的成分没有较大差别, 且气孔区并没有Mn元素存在, 由此可知, 气孔的形成与Mn元素无关, 焊缝区气孔形成的具体原因还需要进一步的研究论证。
图5为S355J2W+N钢激光电弧复合焊焊接接头的低倍照片。由图可知, 激光电弧复合焊焊接接头由焊缝区、热影响区和母材区构成, 而热影响区又包括过热区、重结晶区和不完全重结晶区。由于在焊接过程中经历了不同的热循环, 焊接接头不同区域微观组织存在明显差异。
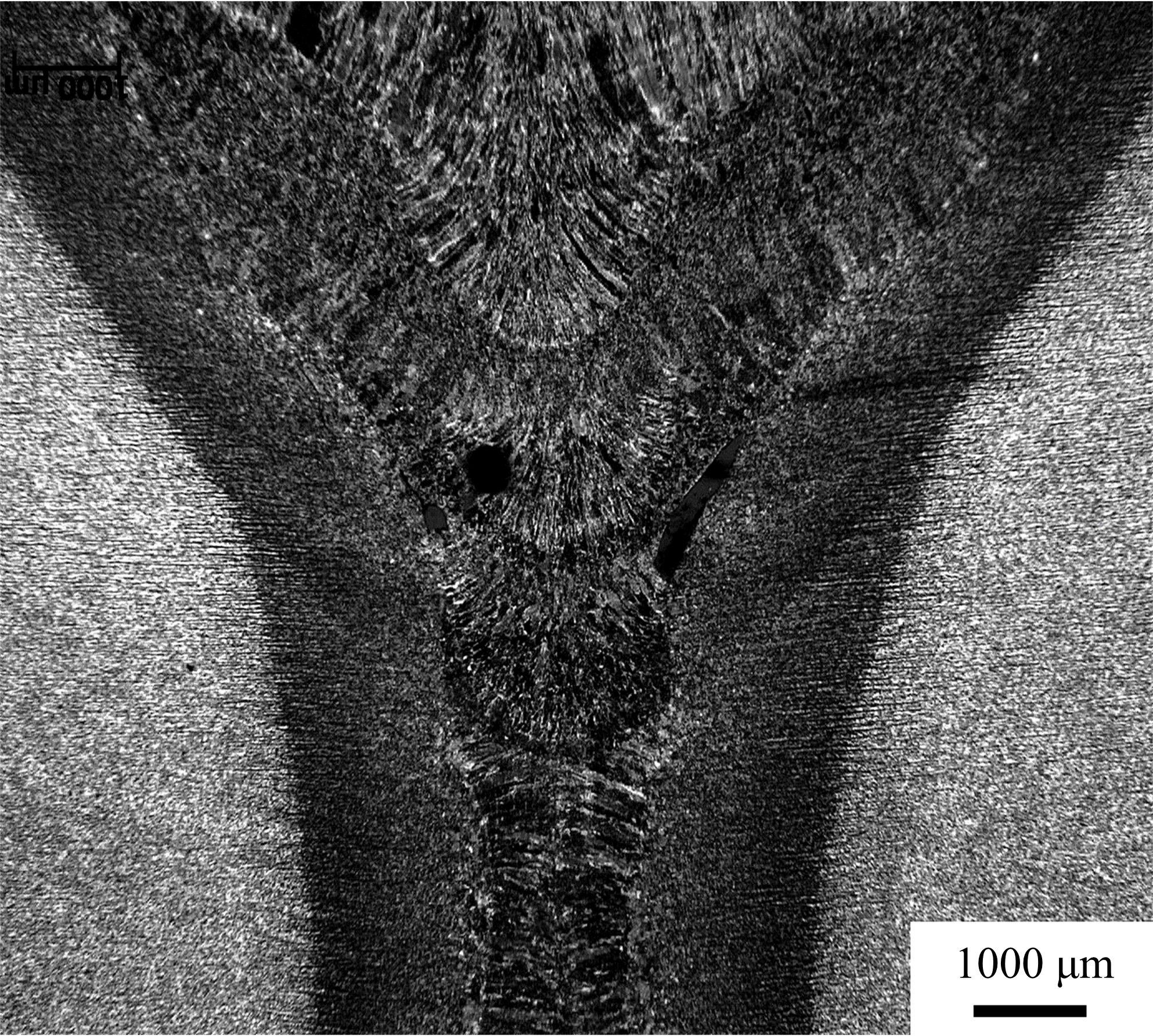 | 图5 S355J2W+N激光电弧复合焊焊接接头低倍形貌Fig.5 Macrostucture of laser-MAG welded S355J2W+N joint |
焊缝区具有明显的联生结晶特点, 焊缝金属主要为针状、条状和块状铁素体构成, 可以看出(见图6(a)), 焊缝中块状先共析铁素体沿奥氏体晶界析出, 大量的针状、条状铁素体由奥氏体晶界向晶内生长, 也可见少量的贝氏体和珠光体组织。此外, 对于多层焊而言, 后层焊缝对前层焊缝具有热处理作用, 导致层间微观组织发生变化。图6(b)为第三层焊缝邻近第四层焊缝熔合线处的微观组织, 形成较粗大的条状、针状铁素体和少量的魏氏组织。
过热区紧邻焊缝, 晶粒明显粗化, 且距熔合线愈近晶粒粗化越明显, 主要由魏氏组织和少量的珠光体构成(见图6(c))。魏氏组织是焊接接头脆化的主要原因之一, 降低焊接热输入有利于控制奥氏体晶粒粗大、改善焊接接头的力学性能。
由于在加热和冷却过程中经历了两次重结晶相变作用, 重结晶区晶粒明显细化, 其组织主要为均匀、细小的铁素体和少量的珠光体, 如图6(d)所示。
由于只有部分金属经历了重结晶相变, 导致不完全重结晶区成为一个粗晶粒和细晶粒的混合区, 其组织主要由未经历重结晶的较粗大铁素体、经历重结晶的细小铁素体和少量的珠光体组成(见图6(e))。
母材区的组织与母材基体相同, 主要由近等轴状的铁素体和少量珠光体构成, 如图6(f)所示, 可看到垂直于轧制方向的条带状组织。
 | 图6 S355J2W+N激光电弧复合焊焊接接头微观组织Fig.6 Microstructures of laser-MAG welded S355J2W+N joint |
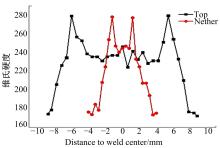
S355J2W+N耐候钢板激光电弧复合焊接头硬度分布如图7所示, 图中Top、Nether分别表示距离接头上、下表面2 mm处的显微硬度。由于焊缝区主要为针状、条状、块状铁素体和少量的贝氏体、珠光体, 其维氏硬度相对较高(245)。在所有焊接接头分区中, 过热区的硬度最高, 这主要归因于产生了大量以切变机制形成的魏氏组织。重结晶区主要由细化的等轴铁素体晶粒构成, 其硬度低于过热区, 但稍高于不完全重结晶区。在焊接过程中母材区未发生固态相变, 因此其硬度低于焊缝区和热影响区。
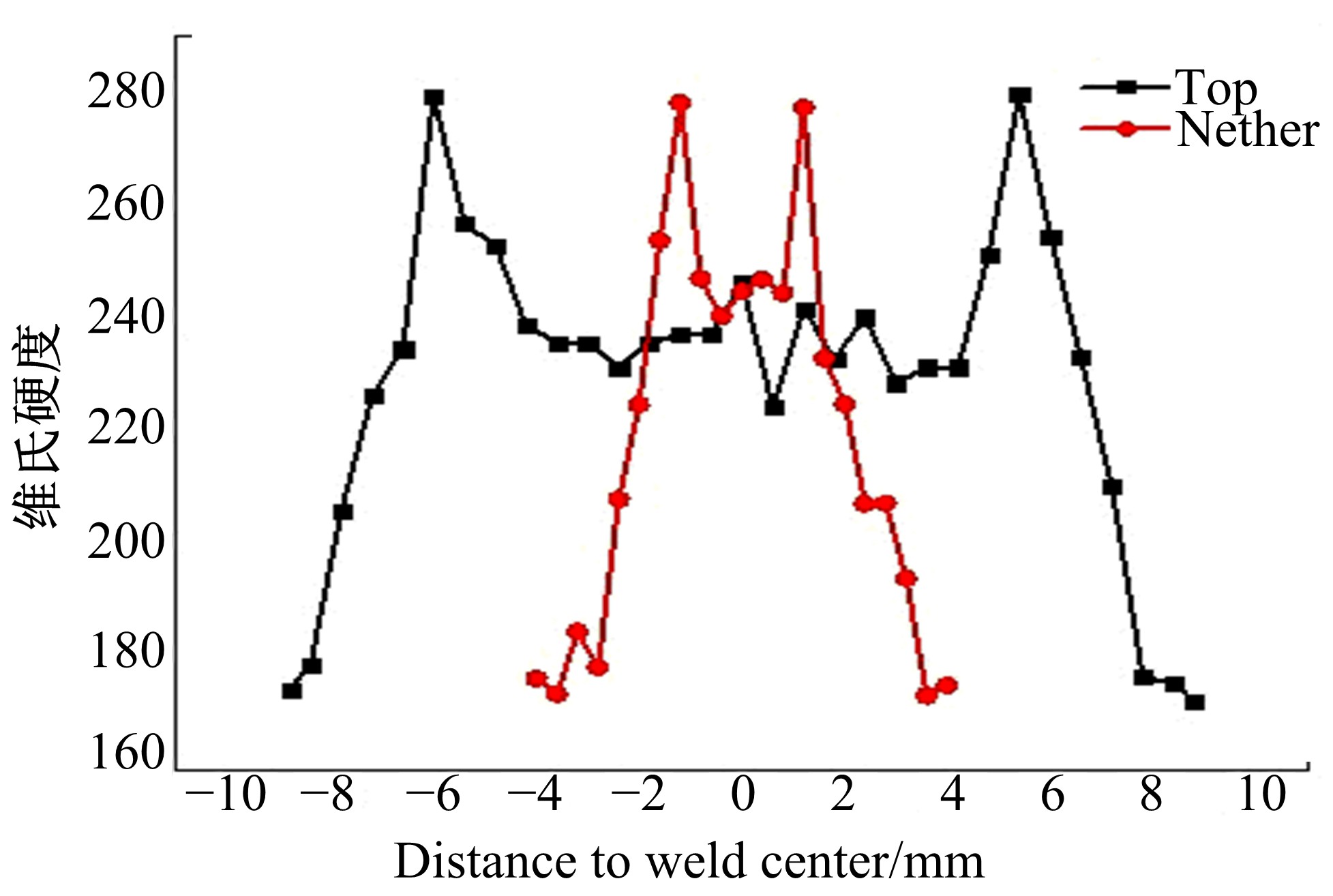 | 图7 S355J2W+N激光电弧复合焊焊接接头硬度分布Fig.7 Microhardness distribution of laser-MAG hybrid welded joint |
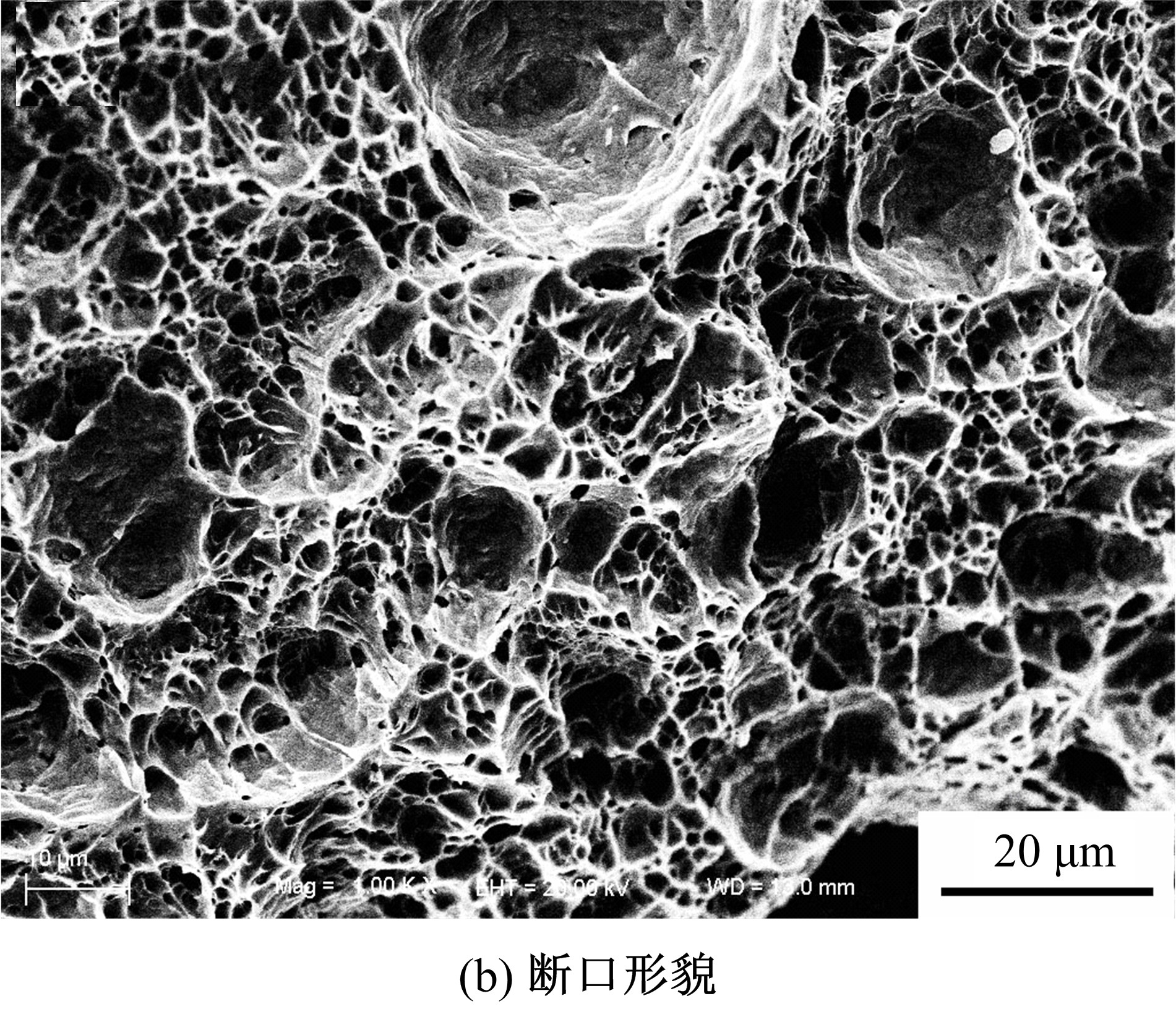
本试验条件下, 16 mm厚S355J2W+N钢板激光电弧复合焊接头抗拉强度、屈服强度及延伸率分别为502.6 MPa、380.9 MPa和28.8%。图8(a)、8(b)分别为接头拉伸试样的断裂位置以及断口形貌。
由图可知, 焊接接头在拉伸过程中产生明显的颈缩, 这表明接头的强度和塑性是不均匀的, 焊缝和热影响区的强度高于母材, 而母材的塑性高于焊缝和热影响区。接头断裂发生在母材区, 断口表面具有明显的塑性变形特征。
本文基于目前国内轨道客车转向架构架焊接生产过程中焊接层数较多、焊接速度较慢、焊后变形较大等问题, 通过开发16 mm S355J2W+N耐候钢板激光电弧复合焊对接工艺以达到提高转向架构架焊接生产效率的目的。试验中, 激光电弧复合焊焊接接头抗拉强度、屈服强度及延伸率分别为502.6 MPa、380.9MPa和28.8%, 焊接接头在拉伸过程中产生明显颈缩, 接头断裂发生在母材区, 断口表面具有明显的塑性变形特征。根据EN10025标准, S355J2W母材的抗拉强度、屈服强度及延伸率的下限值分别为470 MPa、355 MPa和20%, 因此, 复合焊焊接头拉伸性能满足转向架构架焊接接头的拉伸性能要求。本文试验条件下, 实现16 mm S355J2W+N钢板对接接头四层四道焊接, 相比目前生产使用的六层六道MAG焊接, 焊接效率提高了1/3, 且复合焊条件下焊接速度增大、焊接填充量减小, 这使得实际生产效率得到进一步的提高。通过试验可以发现, 多层焊的焊缝金属中存在少量气孔, 研究结果显示, 该气孔的形成与焊接过程中母材及焊丝中的金属锰气化无关, 具体原因尚待进一步考证。
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|