



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
半圆形拉深筋圆角半径及金属流动方向对拉深筋阻力的影响
[那景新 , 白霜, 刘海鹏, 闫亚坤]
, 白霜, 刘海鹏, 闫亚坤]
, 白霜, 刘海鹏, 闫亚坤]
|
|


作者简介:那景新(1957-),男,教授,博士生导师.研究方向:汽车车身结构设计理论与轻量化技术.E-mail:najx@jlu.edu.cn
通过实验测试与回归分析相结合的方法,研究了半圆形拉深筋的圆角半径和金属流动方向对拉深筋阻力的影响。通过专门设计的实验装置,分别测取了以圆角半径和金属流动方向为变量的拉深筋阻力数据,分析得出圆角半径对拉深筋阻力的影响呈近似线性关系,金属流动方向对拉深筋阻力的影响呈近似的抛物线关系。综合两个参数的影响规律,基于回归分析方法建立了拉深筋阻力的近似解析模型。最后,通过回归系数的 T检验得出,金属流动方向对拉深筋阻力的影响要比圆角半径显著,并且金属流动方向与圆角半径的耦合效应较小。
The effects of drawbead corner radius and metal flow direction on drawbead restraining force are studied by experiment testing and regression analysis. Experimental data are acquired respectively by a specially designed experiment device, in which the variable is the corner radius or metal flow direction. An approximate linear relationship exists between the corner radius and drawbead restraining force, while the relationship between the metal flow direction and drawbead restraining force is nearly parabolic. An approximate analytical model of drawbead restraining force is established based on the influence law and regression analysis. Finally, by T test of regression coefficient, it is concluded that the metal flow direction has stronger impact on drawbead restraining force than that of the drawbead corner radius. Besides, the coupling effect of metal flow direction and corner radius is insignificant.
近年来随着冲压工艺的发展, 冲压制件日趋复杂, 作为拉深工艺重要控制手段之一的拉深筋逐步成为拉深模具设计中的一个关键环节[1]。在汽车覆盖件成形过程中, 零件各部分成形条件不同, 因此各部分成形所需的成形力不同, 通常需要采用拉深筋来进行控制, 拉深筋参数的合理取值是控制金属流动、防止出现起皱和破裂的重要手段[2, 3]。
拉深筋最直接的作用是增加板料成形时的阻力[4]。拉深筋阻力有许多影响因素, 国内外都进行了相关研究。例如, Demeri[5]通过试验研究表明, 无论何种材料, 拉深筋高度和压边力的增加都能引起拉深筋阻力的增加; 邢忠文等[6]系统地研究了拉深筋形式、参数、材料特性、润滑条件、变形速度以及压边力等对拉深筋阻力的影响。然而, 在冲压过程中, 而关于金属流动方向并不都与拉深筋法向平行, 金属流动方向与拉深筋法向的夹角这一因素对拉深筋阻力的影响的研究却很少。本文结合试验重点研究金属流动方向对拉深筋阻力的影响, 并且同时考虑拉深筋圆角半径这一影响因素。
本文专门设计了一套测量拉深筋阻力的试验装置, 分别测取了以圆角半径和金属流动方向为变量的试验数据, 分析得出圆角半径及金属流动方向对拉深筋阻力的影响规律:圆角半径对拉深筋阻力的影响呈现近似线性关系; 金属流动方向对拉深筋阻力的影响呈现近似的抛物线关系。综合两个参数的影响规律并且基于回归分析方法建立了拉深筋阻力的近似解析模型, 并且验证了回归分析结果与试验数据的一致性。最后对回归系数进行T检验得出, 相比于圆角半径, 金属流动方向对拉深筋阻力的影响更显著, 并且金属流动方向和圆角半径的耦合效应较小, 为拉深筋的进一步研究奠定了基础。
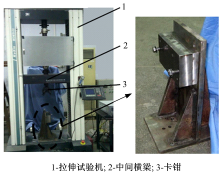
本文设计的试验装置及拉伸试验机(测力装置)的实物图如图1所示, 试验装置的CATIA效果图如图2所示。
 | 图1 拉深筋试验装置及拉伸试验机实物Fig.1 Entity of experiment device of drawbead and tensile testing machine |
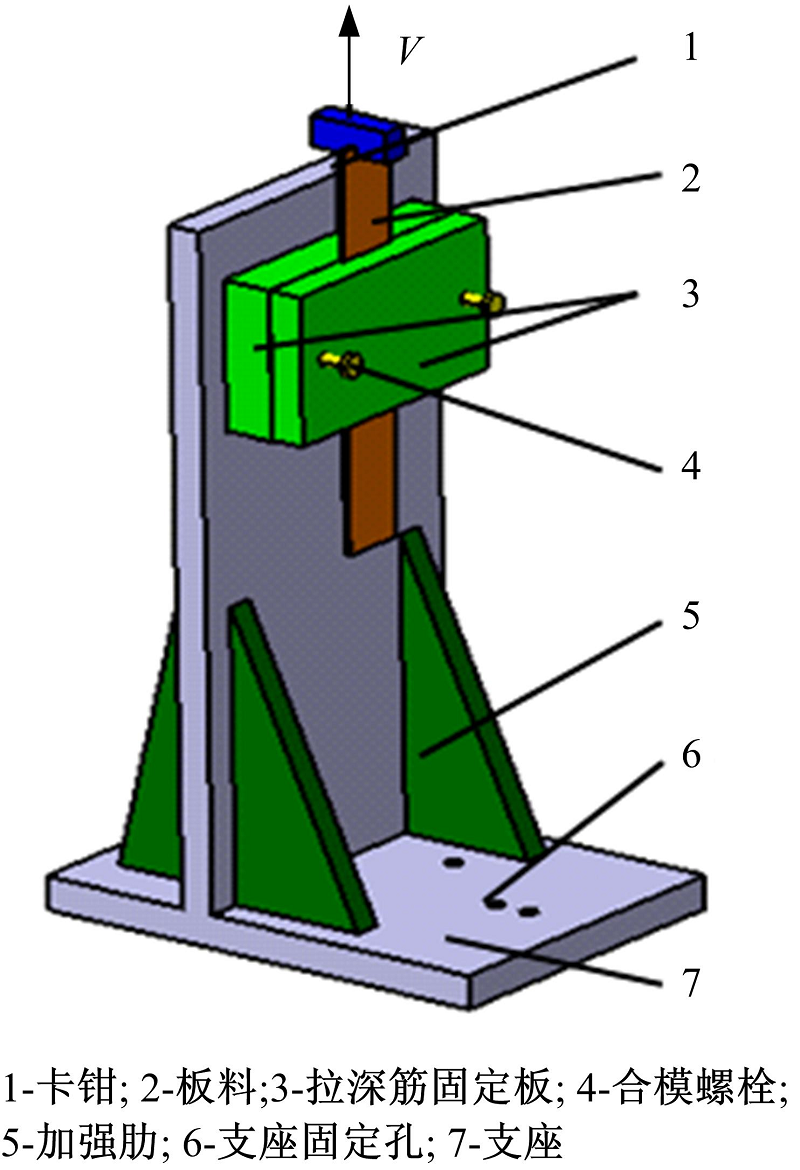 | 图2 拉深筋试验装置效果图Fig.2 CATIA picture of experiment device of drawbead |
根据实际冲压需要, 限定圆角半径R和金属流动方向与拉深筋法向的夹角θ 的取值范围分别为R=4~16 mm, θ =0° ~30° , 基于差值原理, 每个变量选取3、4个数值, 其中R取6、8、10、12 mm, θ 取0° 、15° 、30° 。试验所用的板料尺寸为190 mm× 40 mm× 1 mm, 材料为st14钢板, 性能如下:弹性模量为2.07× 105 MPa, 屈服强度为210 MPa, 抗拉强度为270 MPa, 泊松比为0.28, 伸长率为0.36。
为了减少试验过程中的装卸操作工作量, 试验按照如下方式分组进行:根据拉深筋圆角半径R将试验分成四大组, 每大组再按照金属流动方向与拉深筋法向的夹角θ 分成三小组, 每小组安排3个试件, 即每组参数进行3次试验, 通过采用多次试验取平均值的方法来减小试验误差所带来的影响。
在本试验装置中, 将水平拉深筋的中点作为圆心, 通过将拉深筋扭转到不同角度来模拟不同的金属流动方向, 从而可在不改变试件运动方向情况下形成金属流动方向与拉深筋法向不同的夹角, 如图3所示, 节约了试验成本。
 | 图3 拉深筋角度布置Fig.3 Layout of drawbead angle |
由于试验得到的拉深筋阻力是沿着板料宽度方向(40 mm)的总阻力, 将其除以板料宽度, 即可得单位长度的拉深筋阻力。结合试验数据, 如表1所示, 分析拉深筋的圆角半径及金属流动方向对拉深筋阻力的影响规律。
| 表1 拉深筋阻力试验数据 Table 1 Experimental data of drawbead restraining force |
根据三组不同金属流动方向下圆角半径分别为6、8、10、12 mm时所测得的拉深筋阻力的试验数据, 分别绘制了金属流动方向分别为0° 、15° 、30° 时, 以圆角半径为横坐标, 单位拉深筋阻力为纵坐标的关系曲线, 如图4所示。
拉深筋阻力主要是由板料通过拉深筋时, 发生弯曲和反弯曲及其接触面的摩擦而形成的[7, 8]。由图4可以看出:当金属流动方向与拉深筋法向的夹角一定时, 随着半径的增大, 拉深筋阻力减小, 这主要是由于拉深筋在金属流动方向的截面的圆弧曲率减小, 从而导致弯曲和反弯曲的阻力减小所引起的。圆角半径对拉深筋阻力的影响呈现近似线性关系, 并且影响程度相差不大。
 | 图4 拉深筋阻力与拉深筋圆角半径的关系Fig.4 Relationships between drawbead restraining force and corner radius |
为进一步研究金属流动方向对拉深筋阻力的影响规律, 本文又分别依据四组不同圆角半径下金属流动方向与拉深筋法向夹角分别为0° 、15° 、30° 时所测得的拉深筋阻力的试验数据, 分别绘制了圆角半径分别为6、8、10、12 mm时, 以夹角为横坐标, 单位拉深筋阻力为纵坐标的关系曲线, 如图5所示。
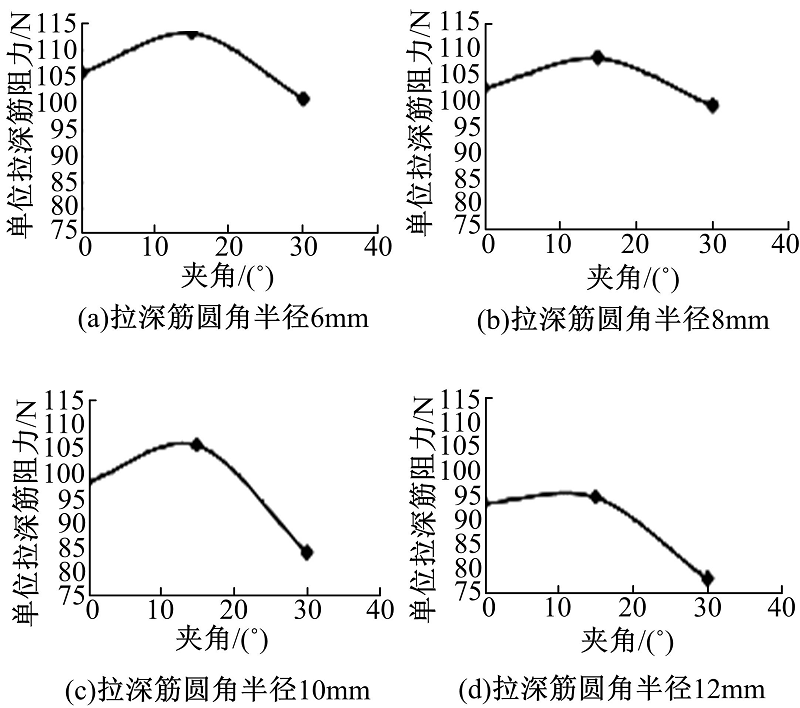 | 图5 拉深筋阻力与金属流动方向的关系Fig.5 Relationships between drawbead restraining force and metal flow direction |
图5表明, 金属流动方向对拉深筋阻力的影响呈现近似的抛物线关系, 且在夹角为15° 时达到最大值。这主要是因为在金属流动方向与拉深筋法向的夹角不同时, 与金属流动方向平行的拉深筋的截面的圆弧曲率的不同引起的弯曲和反弯曲的阻力变化幅度不同, 而且板料与拉深筋的接触面积的不同引起的摩擦力变化幅度也不同, 拉深筋阻力大小的改变是这两个主要因素的综合影响结果, 并且不同夹角时的影响程度不同。
例如, 当夹角为0° ~15° 时, 夹角的增大导致板料与拉深筋的接触面积不断增大, 从而导致摩擦力增大; 金属流经拉深筋时, 与金属流动方向平行的拉深筋的截面为椭圆形, 夹角的增大导致椭圆的曲率减小(曲率半径增大), 那么由弯曲反弯曲所产生的阻力也会减小。
综上并结合图5分析可知, 当夹角为0° ~15° 时, 金属流经拉深筋和筋槽产生的摩擦力增加的幅度大于由弯曲反弯曲产生的阻力减小的幅度, 导致拉深筋阻力提高, 并且提高幅度较小, 表现为曲线上升趋势缓慢。当圆角半径为12 mm时, 上升幅度最小, 为1.25 N; 当圆角半径为6 mm和10 mm时, 上升幅度最大, 也仅为7.5 N。当夹角为15° ~30° 时, 弯曲反弯曲产生阻力减小的幅度大于摩擦力增加的幅度, 导致拉深筋阻力减小, 并且减小幅度较大, 表现为曲线下降趋势明显, 尤其是当拉深筋圆角半径为10 mm和12 mm时, 下降幅度分别为21.666 N和16.667 N。
由图4可以看出:圆角半径对拉深筋阻力的影响呈现近似线性关系, 采用二次函数便可以表示拉深筋阻力与圆角半径间的关系。由图5可以看出:金属流动方向对拉深筋阻力的影响呈现近似抛物线关系, 可以采用开口向下的二次抛物线函数表示拉深筋阻力与金属流动方向间的关系。
综上分析, 为了进一步研究圆角半径与金属流动方向的耦合效应对拉深筋阻力的影响, 可用一个包含交叉项的二元二次数学模型来描述:
式中:Ff为单位拉深筋阻力; a0~a5为系数。
本项目组张万才[9]曾经采用独立编写的遗传算法进行曲线拟合, 得到拉深筋阻力的近似解析模型, 但是遗传算法不仅编程繁琐而且不是很稳定, 本文通过Excel进行二元非线性回归分析得到拉深筋阻力的近似解析模型, 此方法不仅分析过程简单而且分析精度较高且稳定。利用Excel进行多元非线性回归分析需要将非线性问题转化为线性问题才能进行[10], 即将二元二次非线性回归问题转化为五元一次线性回归问题, 转化后的回归方程如下:
表2为线性化后的数据格式, 表3为线性回归分析的方差分析结果, F值为36.8963, 其显著性水平为0.0002, 小于0.05, 表明回归方程的线性关系显著。当检验整个回归效果显著时, 还需检验每个变量xi对y有无显著的线性影响[11]。表4为回归系数的检验结果, 其中回归系数a2和a4的显著水平大于0.05, 回归系数不显著, 优先剔除回归方程的高次项x4(R2), 可得四元一次线性回归方程如式(3)所示:
| 表2 线性化后的数据格式 Table 2 Data format after linearization |
| 表3 线性回归分析的方差分析表 Table 3 Analysis of variance of the linear regression analysis |
| 表4 回归方程回归系数的检验 Table 4 Testing of regression coefficient of regression equation |
| 表5 改进后线性回归分析的方差分析表 Table 5 Analysis of variance of the linear regression analysis of the improved equation |
| 表6 改进后回归方程回归系数的检验 Table 6 Testing of regression coefficient of the improved regression equation |
通过表6可得到四元一次线性回归方程为:
将其还原回去即得二元二次非线性回归方程为:
公式(5)即为考虑圆角半径及金属流动方向两个因素的拉深筋阻力的近似解析模型。为了说明基于回归分析方法得到的解析模型的准确程度, 将试验数据与分析结果进行对比, 如表7所示。可以看出, 各组残差很小, 只有两个百分比大于2%, 但是也不超过5%, 并且绝大多数都小于1%, 可见回归分析结果与试验数据基本一致, 即该近似解析模型是可以接受的。
结合解析模型进一步分析圆角半径及金属流动方向对拉深筋阻力的影响。其中, 式(5)中的一次项θ (t=5.2156)的系数为正, 二次项θ 2(t=- 6.6121 ) 系数为负, 说明单独增大金属流动方向与拉深筋法向的夹角可以提高拉深筋阻力, 但是夹角过大时拉深筋阻力反而会减小; 一次项R(t=-3.7793)的系数为负, 说明单独增大拉深筋圆角半径会减小拉深筋阻力; 一次项θ 系数的|t|=5.2156大于一次项R系数的|t|=3.7793, 说明夹角对拉深筋阻力的影响要比圆角半径显著; 交叉项θ R(t=-2.6258)的系数为-0.0701, 说明夹角和圆角半径的耦合效应较小。
| 表7 试验数据与分析结果对比 Table 7 Contrast of experimental data and regression analysis result |
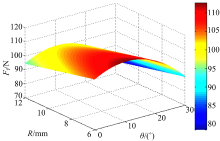
图6为利用Matlab绘制的拉深筋阻力近似解析模型的三维曲面图, 可以清晰看出圆角半径与金属流动方向对拉深筋阻力的影响趋势。
 | 图6 回归分析结果三维图Fig.6 3D graph of result of regression analysis |
(1)拉深筋圆角半径对拉深筋阻力的影响呈近似的线性关系, 单独增大拉深筋圆角半径会减小拉深筋阻力。
(2)金属流动方向对拉深筋阻力的影响呈近似的抛物线关系, 单独增大金属流动方向与拉深筋法向的夹角可以提高拉深筋阻力, 但是夹角过大时拉深筋阻力反而会减小。
(3)圆角半径和金属流动方向与拉深筋法向的夹角两因素相比, 夹角对拉深筋阻力的影响更显著。
(4)金属流动方向与拉深筋法向的夹角和圆角半径的耦合效应较小。
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|