


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
5A06铝合金/镀锌钢预置涂粉对接激光熔钎焊组织与性能
[李春玲 , 樊丁, 王斌, 余淑荣]
, 樊丁, 王斌, 余淑荣]
, 樊丁, 王斌, 余淑荣]
|
|


作者简介:李春玲(1981-),女,讲师,博士研究生.研究方向:材料激光加工.E-mail:yxplcl@lut.cn
通过预置金属粉末的方法实现了5A06铝合金/镀锌钢异种金属涂粉的对接熔钎焊连接,获得了具有熔焊和钎焊双重特征的对接接头.运用扫描电镜(SEM),能谱仪(EDS)及X射线衍射仪(XRD)分析了接头微观结构和成分,并测试了接头力学性能.结果表明:界面处形成了厚度不均的锯齿状金属间化合物层,化合物层由Fe2Al5和FeAl3组成,厚度约2.5~7 μm.在镀锌钢的上表面钎焊界面处,金属间化合物层最厚,其厚度随激光功率的增加而增大.采用预置金属粉末,在合适的焊接参数下,可以控制金属间化合物层厚度最大不超过10 μm,得到具有一定抗拉强度的铝/镀锌钢对接接头.
Laser welding-brazing of 5A06 aluminum alloy and galvanized steel sheet with filler powder was carried out. The obtained butt joint exhibited dual characteristics. The interfacial properties and microstructure of the joints examined using Scanning Electron Microscopy (SEM), Energy Dispersive Spectrometer (EDS) and X-ray Diffraction (XRD), and the tensile strength was measured. Results show that a non-uniform intermetallic compound (IMC) with serrated shape is formed at the interfacial layer, which is composed of Fe2Al5 and FeAl3. The thickness of the IMC layer varies from 2.5 ~ 7 μm, and it increases with the laser power. At the top surface of the galvanized steel the IMC layer reaches the thickest. Using this laser welding-brazing method with special filler powder, the IMC thickness can be controlled to less than 10 μm, and butt joints with certain tensile strength can be obtained under appropriate welding parameters.
铝/钢复合构件发挥了两种材料的性能优势, 可以减轻重量, 降低能源消耗.然而铝/钢两者之间的固溶度低, 热物理性能差异较大, 在焊接中极易反应生成脆性的金属间化合物, 严重降低了接头的力学性能.固相连接方法如摩擦焊, 扩散焊, 爆炸焊等成本高, 柔性差, 且受工件形状和尺寸的限制, 无法满足高质量铝/钢复合结构件制造的需求.
激光加热范围小, 热源集中, 能够精确控制焊接热输入量, 可以缩短铝/钢界面的反应时间以减少脆性金属间化合物的生成, 主要方法是激光深熔焊和激光熔钎焊.连接方式主要有以下两种:① 搭接焊.Sierra等[1]采用钢板在上, 铝板在下的配置方式, 用激光深熔焊实现了铝/低碳钢的连接, 表面接头的强度取决于铝合金的熔深.赵旭东等[2]采用宽带激光光斑和填粉焊接技术对铝/镀锌钢进行了熔钎焊接, 认为焊缝熔宽, 金属间化合物层厚度共同决定了接头的机械抗力水平.② 对接焊.Zhang等[3]采用光纤激光对铝/镀锌钢无坡口对接深熔填丝钎焊, 接头抗拉强度可达162 MPa.Mei等[4]采用激光-CMT复合焊接方法, 在钢侧开坡口, 实现了铝/不锈钢填加Al-12Si焊丝对接熔钎焊连接, 并通过热力学计算和动力学分析, 揭示了界面层的生长机制.对于铝/钢激光焊接来说, 最重要的是要控制焊接时的界面反应温度, 以降低铝/铁金属间化合物层的厚度, 从而获得优质高性能焊接接头.关于化合物层的适宜厚度, 目前没有统一的定论.焊接方法不同, 得到在最佳力学性能下化合物层的厚度范围也不同, 文献[5]采用MIG焊接方法, 得到铝/钢钎焊界面上的Fe-Al金属间化合物层厚度在1.05~4.5 μ m之间; 文献[6]采用激光滚压焊技术得到界面层金属间化合物层厚度在4.5~9 μ m范围内合适.文献[7]采用Nd:YAG激光填Zn-15Al焊丝焊接法控制铝/钢界面层厚度在8~12 μ m内并获得优质的焊接接头.
樊丁等[8]对铝/镀锌钢异种金属搭接激光熔钎焊工艺特性进行了研究, 得到了力学性能较好的搭接接头, 发现镀锌钢一侧的钎焊界面容易成为焊接过程中的失效位置.本文同样采用预置金属涂粉的方法, 用CO2激光实现5A06铝合金/镀锌钢的对接熔钎焊连接.采用优化的焊接参数控制Al-Fe金属间化合物厚度在10 μ m范围之内, 分析了钎焊界面的微观组织特征及金属间化合物类型, 测试了接头的力学性能, 并对断口进行了分析.
试验母材为2 mm厚的5A06铝板和1 mm厚的ST04Z镀锌钢板.铝合金的成分主要为w(Mg)=5.8%~6.8%, w(Mn)=0.5%~0.8%, w(Si)=0~0.4%, w(Cu)=0~0.1%, w(Be)=0.0001%~0.0005%, w(Fe)=0.4%, w(Zn)=0~0.2%, w(Ti)=0.02%~0.1%, 其余为Al.镀锌钢的成分主要为w(C)=0.08%, w(Mn)=0.4%, w(Si)=0~0.4%, w(P)=0.02%, w(S)=0~0.3%, w(Cu)=0~0.15%, w(Ni)=0~0.15%.
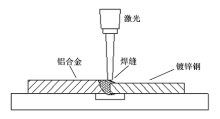
试验用设备为GS-TFL-10KCO2高频率横流CO2激光器.试验过程中, 激光束垂直入射到铝板和钢板的对接焊缝上, 焊接过程示意图如图1所示, 焊接过程中采用氩气对焊缝的正面, 背面进行保护.
 | 图1 预置涂粉激光焊接示意图Fig.1 Schematic diagram of laser welding-brazing |
试验前, 用丙酮去除铝合金和镀锌钢板上的水渍和油污, 铝板再用碱洗, 酸洗的方法去除表面氧化膜.表面处理干净的板材组合成对接接头置于开了成型槽的夹具上, 不开坡口.焊接前依次将用丙酮调和均匀的助熔剂和混合金属粉末涂覆在焊件对接上表面, 涂敷厚度以遮盖铝合金表面为宜, 自配粉末的成分主要为w(Mg)=5%~8%, w(Si)=w(Mn)=1%~3%, w(B)=0.5%~1%, w(Zn)=5%~10%, 其余为Al粉末.激光熔钎焊试验工艺参数如下:激光功率为1.0~1.6 kW, 焊接速度为10~15 mm/s, 离焦量为-1~+1 mm, 气体流量为10~15 L/min.
焊后将接头进行垂直切割, 制作拉伸试样和金相试样, 用JSM-6701F场发射扫描电子显微镜(SEM)对钎焊界面的微观形貌, 拉伸断口形貌进行观察和分析; 用SEM自带的能谱仪(EDS)进行点扫描和线扫描分析, 检测元素的混合情况; 采用TN-570X型X射线衍射(XRD)分析镀锌钢一侧钎焊界面的主要物相; 以及在WDW-300J微机控制电子万能材料试验机上做拉伸性能测试, 拉伸速度设置为1.0 mm/s, 温度为18 ℃ .
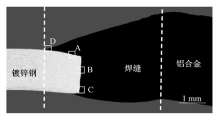
采用上述试验方案和焊接工艺参数(激光功率为1.2 kW, 焊接速度为10 mm/s, 离焦量为0 mm), 当激光照射在偏离对接焊缝中心0~1.0 mm的铝合金上时, 均能使铝合金和粉末熔化, 熔化后的液态金属铺展在镀锌钢表面, 形成上表面倾斜的焊缝.图2为接头横截面形貌, 焊接接头可分为熔焊区和钎焊区两部分:低熔点铝合金母材和预置粉末熔化, 凝固形成焊缝; 在高熔点镀锌钢一侧, 由熔化的铝母材和金属粉末浸润铺展在镀锌钢侧, 形成了钎焊接头.
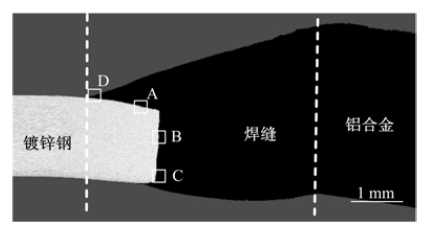 | 图2 对接接头横截面Fig.2 Cross-section of butt joint |
在铝/钢激光熔钎焊过程中, 形成了一定厚度的Fe-Al金属间化合物层.在热源作用下, 铝母材和预置粉末迅速熔化, 铺展到镀锌钢的上表面, 使得上表面温度最高, 界面反应最为充分; 焊缝/镀锌钢对接面的中部到下部, 主要依靠热传导实现界面反应, 界面反应温度较镀锌钢的上表面低, Al-Fe原子的扩散有可能不充分.图3(a)~(d)的分析位置分别对应图2中的A, B, C和D区域.
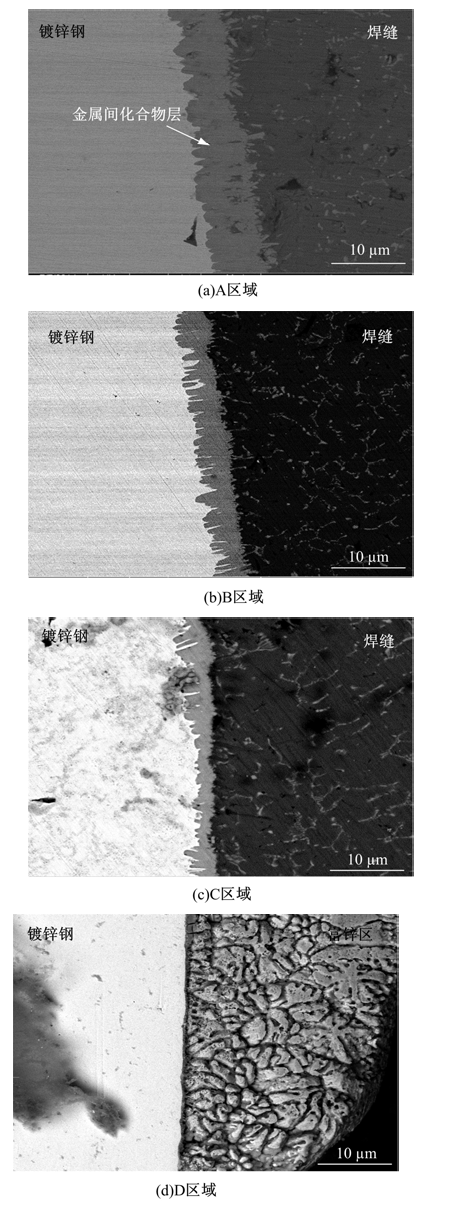 | 图3 界面不同区域微观组织Fig.3 Interfacial microstructures at different areas |
对比发现, 前三个区域都生成了向镀锌钢侧呈锯齿状和靠近焊缝侧呈絮状的金属间化合物层.A区域的金属间化合物层最厚, 其最大厚度约为7 μ m, 且锯齿较宽.随着与热源距离的增大, 金属间化合物层的厚度出现减小的趋势, 到焊缝/镀锌钢对接面的中部(B区), 金属间化合物层的生长较为齐平, 金属间化合物齿宽较A区域变小, 厚度大约4 μ m.C区域界面反应温度更低, 界面金属间化合物最薄, 层的厚度平均约2.5 μ m.D区域为焊趾部位, 通过能谱分析发现, 焊趾中富集了质量分数为1.5%的Si.在焊接过程中, Si元素固溶于铝中, 或者Si和Zn与液态金属相互作用形成了更低熔点的物质, 以增加铺展润湿作用, 因而在焊趾集中.D区也称为富锌区, 富锌区与镀锌钢之间反应层很薄, 与Fe相比, Al更易与Zn结合, 从而阻止了Al与Fe发生反应生成金属间化合物, 所以富锌区和镀锌钢的连接部分反应层厚度较其他位置更薄.由图3(d)和EDS分析表明, 富锌区主要由树枝状的富含Al的Al-Znα 固溶体(原子分数:Al为76.26%, Zn为23%)和Zn-Al共晶组织(原子分数:Al为24.97%, Zn为71.95%)构成.
为了进一步确定界面微观组织的相组成, 对图3(b)和(c)的界面显微组织从镀锌钢侧到焊缝侧进行能谱线扫描和点分析, 扫描区域及结果如图4所示, 特征点A点, B点及C点的元素组成如表1所列, 线扫描数据显示, 在焊缝/镀锌钢对接面的中部和下部, Al, Fe原子有一个明显的渐变过程, 在对接面的中部, 扩散更充分, 元素含量曲线出现了明显的平台, 这与中部界面温度较高有关系, 在对接面的下部, 温度较低, 界面反应不如中部剧烈, 无明显的平台出现.
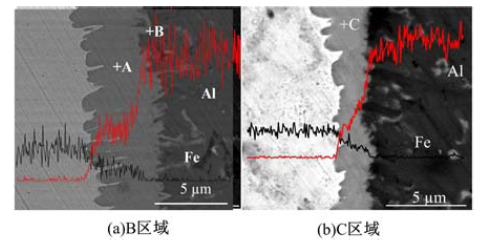 | 图4 界面显微组织及线扫描Fig.4 Line scanning of Fig.3(b) and (c) |
| 表1 界面处不同区域的元素质量分数 Table 1 Compositions of different areas of interface |
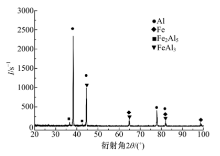
结合EDS和XRD(见图5)分析可知, 5A06铝合金与镀锌钢熔钎焊对接钎焊界面从镀锌钢侧到焊缝侧分别为Fe2Al5和FeAl3相.这与大多数文献[9, 10]中铝/钢焊接得到的相组成一致.界面的化合物生长是由化合物的生长自由能和生长动力学条件所决定的, 固-液界面反应也主要是由Fe元素的溶解扩散所决定.随着熔池温度的降低, 在界面处首先形成自由能低的Fe2Al5相[11], Fe2Al5相的形成一定程度上阻止了Fe原子向铝液中的溶解, 由于Fe2Al5属斜方晶系结构相, 其长轴存在大量的空位[12], 可能就为体积较小的铝原子向钢侧的扩散提供了便利, Al原子可以通过化合物层进行扩散并与Fe原子在界面发生反应[13], Fe2Al5一旦生成, 便向铁基体一侧快速生长, 更进一步阻断了Fe原子向铝液中的溶解, 使得金属间化合物层由液态金属向钢一侧生长, 导致如图3所示的锯齿状金属间化合物层嵌入钢基体中.当熔池温度继续降低时, Fe原子从熔池中以富铝化合物的形式结晶析出FeAl3.
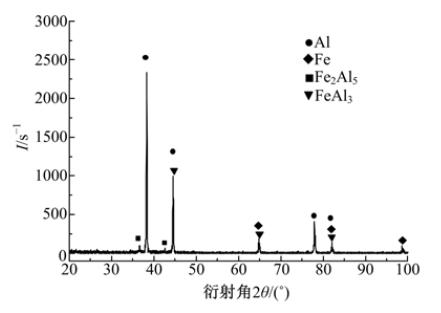 | 图5 钎焊界面的XRD谱Fig.5 XRD analysis of joint interface |
金属间化合物层的厚度对接头的力学性能有决定性的影响, 而焊接热输入直接影响了金属间化合层的厚度和形态.在保持其他焊接参数不变的条件下, 对不同激光功率下焊缝/镀锌钢对接面的中部金属间化合物层的厚度进行了比较.如图6所示, 随着热输入量的增大, 化合物层厚度逐渐增大.在功率为1.2~1.5 kW时化合物层的平均厚度在4~8 μ m之间, 但当激光功率继续增大时, 化合物层的平均厚度显著增加.
 | 图6 激光功率与金属间化合物层厚度的关系Fig.6 Relation between the laser power and the thickness of IMC |
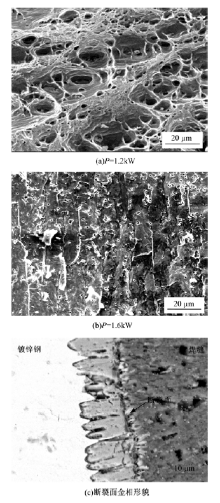
对不同激光功率下的接头进行力学性能测试, 当激光功率为1.2 kW时, 接头抗拉强度最高可达125 MPa, 达到铝母材强度的57%(实测2 mm铝母材的抗拉强度为219 MPa), 随着激光功率的增大, 当功率为1.5, 1.6 kW时, 抗拉强度分别为105, 93 MPa, 力学性能显著下降.拉伸结果显示断裂大多发生在焊缝/镀锌钢钎焊界面.不同热输入下, 断口形貌不同, 当激光功率为1.2 kW时, 断口形貌如图7(a)所示, 部分区域出现韧窝, 为脆性与韧性的混合断裂, 而在激光功率为1.6 kW时, 断口表面平整而光亮, 有河流状的解理断裂特征, 见图7(b), 微观组织显示在焊缝/镀锌钢对接面的中部出现明显裂纹, 断裂面沿着裂纹扩展, 金属间化合物层的最大厚度超过10 μ m, 平均约12 μ m, 见图7(c).
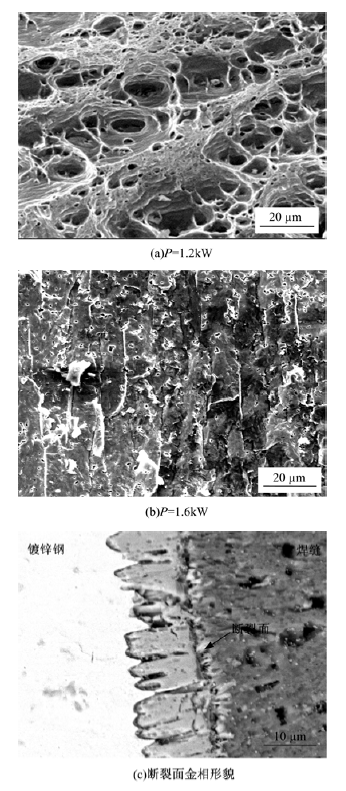 | 图7 断裂界面的SEM观察及断裂面金相形貌Fig.7 SEM image of the fracture surface and metallograph of crack |
(1)在5A06铝合金上预置一层金属粉末, 实现了5A06铝合金/镀锌钢的对接熔钎焊连接.
(2)通过对5A06铝/镀锌钢激光熔钎焊焊接接头界面的组织结构及元素分析可知, 在焊接过程中, 钎焊界面处形成了厚度不均匀的金属间化合物层, 化合物的物相成分主要是Fe2Al5和FeAl3.
(3)金属间化合物层的厚度随焊接热输入量的增加而增大, 在适宜的激光功率下, 接头最大拉伸强度可达125 MPa, 断口呈现混合断裂模式, 当焊接热输入过大时, 以脆性断裂方式为主.
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|