


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
数控机床可靠性评估试验周期设计
[李洪洲1, 2  , 杨兆军
, 杨兆军1 , 许彬彬1 , 王彦鹍1 , 贾玉辉1 , 侯超1 ]
, 杨兆军, 许彬彬|
|


作者简介:李洪洲(1974-),男,副教授,博士研究生.研究方向:数控机床可靠性.E-mail:yinshun_9999@163.com
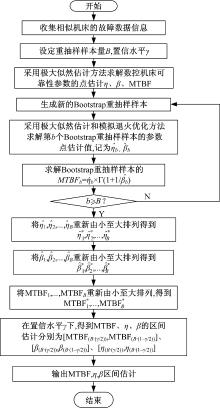
针对数控机床可靠性评估试验时由于试验周期难以确定而造成的试验成本升高或评估精度降低的问题,提出了一种基于Bootstrap重抽样的试验周期设计方法。该方法以平均故障间隔工作时间(MTBF)的区间估计变化率作为判定试验周期长度的依据,以Bootstrap重抽样方法求解数控机床MTBF的区间估计,以Power函数建立了MTBF区间估计变化率模型,得到了可靠性评估试验的试验周期。结合实例分析了机床台数
To overcome the problem that the difficulty in determining the testing period for reliability assessment of NC machine tools increases the testing cost or decreases the assessment accuracy, a new method to determine the testing period is proposed based on Bootstrap re-sampling. This method uses the change rate of interval estimate of Mean Time between Failures (MTBF) as the basis for determining the testing period, and then calculates the interval estimate of MTBF using Bootstrap re-sampling. The model of change rate for interval estimate of MTBF is established by power function, and the testing period for the reliability assessment of NC machine tools is obtained. Two factors influencing the testing period, the number of machine tools and shape parameter, are analyzed in combination with the real case. Results indicate that with increase in the shape parameter and the number of tools, the testing period of reliability assessment is shortened.
现场可靠性试验是进行数控机床可靠性评估的基本方法, 也是数控机床故障分析和可靠性改进设计的主要数据来源[1, 2]。为了使可靠性评估结果更加准确, 现场可靠性试验往往需要设定较长的试验周期, 这会使试验成本上升。为了降低试验成本, 就要缩短试验周期, 这又会导致评估精度降低。因此, 在保证可靠性评估精度的前提下使可靠性试验周期最短, 并确定两者之间的量化关系, 具有重要工程意义。余闯等[3]和陈炳锟[4]在综合考虑生产方风险和使用方风险的前提下提出产品交付使用时进行序贯试验的试验件数及试验时间的确定方法。Mckane等[5]研究了被试产品服从对数位置-尺度模型时, 在不同枢轴量区间估计宽度的要求下确定试验件数和试验时间的试验方案。何峻等[6]以评估参数的区间估计长度最短作为判断依据来确定试验样本量。Guo等[7]提出以上、下区间估计长度的对数比为评估精度要求来确定可靠性样本试验周期的方法。由此可知上述文献多以模型参数的区间估计精度作为确定试验周期和样本量的依据。对于数控机床, 其故障间隔工作时间通常服从威布尔分布[8, 9, 10], 而上述文献方法均不适用于威布尔分布, 不宜直接应用于数控机床的可靠性评估的试验周期的确定。因此, 如何科学合理地确定数控机床可靠性评估的试验周期需要作进一步深入的探讨。
借鉴上述文献, 本文以平均故障间隔工作时间的区间估计宽度的变化率作为确定试验周期的依据。其物理意义为:可靠性评估试验在进行一个单位时间的试验时, 平均故障间隔工作时间的区间估计宽度的变化量。在结合相似数控机床历史故障数据的基础上, 应用Bootstrap方法求取MTBF的区间估计及其变化率, 给出了可靠性评估的试验周期设计模型。结合实例验证了该方法的可行性。
许多学者已证明数控机床故障间隔时间服从二参数威布尔分布[8, 9, 10], 其可靠度函数为:
故障概率密度函数为:
式中:
数控机床平均故障间隔工作时间(MTBF)为:
式中:
通常数控机床可靠性评估试验为多台机床定时截尾试验, 设有
定时截尾试验场合下的似然函数为:
对式(4)取对数得到:
式(5)无解析解, 本文采用模拟退火优化算法[11]求解式(5)中的形状参数
在Bootstrap重抽样时, 可设定
对
同理可分别得到
对
同理可分别得到
为表达方便,
对式(6)求导数分别得到MTBF、
文献[5, 6, 7]以参数的区间估计的宽度或上、下区间比作为评估要求。本文以MTBF、
设
设
由式(4)~(10)可以看出, 影响机床试验周期
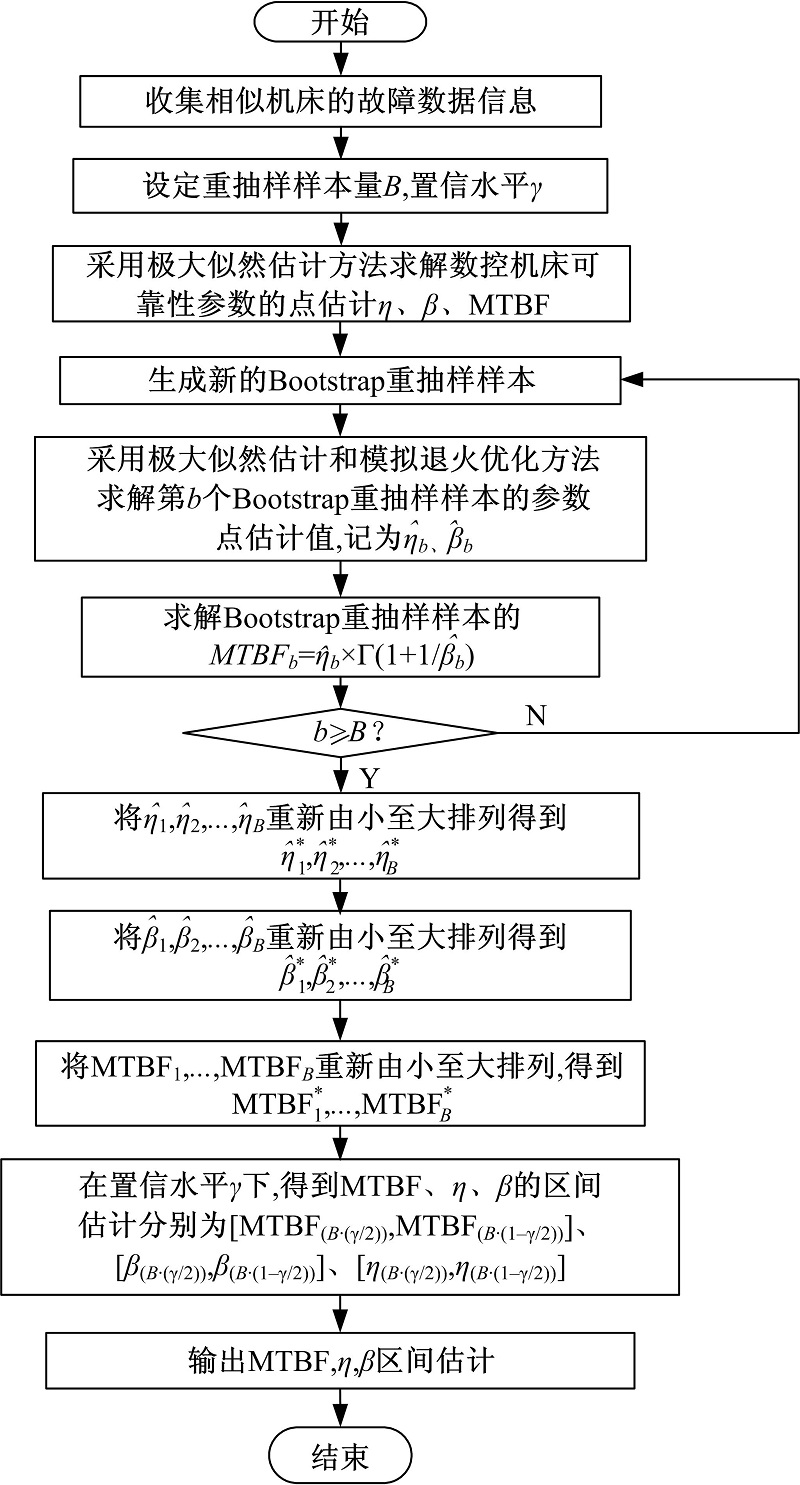
课题组将对11台某型号的加工中心进行可靠性评估试验, 试验方法为用户现场的定时截尾试验。试验前, 首先要确定试验周期T。要求确定可靠性评估试验周期T是以MTBF的区间宽度变化率为指标, 设:QMTBF=0.2。则具体步骤为:
(1)确定该批机床的可靠性模型参数
在试验前, 收集了与该型号机床相似的机床的历史故障数据信息, 故障间隔工作时间分别为:386, 248, 874, 83, 214, 1623, 934, 91, 1546, 204, 1685 h。通常数控机床故障间隔工作时间服从威布尔分布, 则通过1.1节和1.2节求得模型参数为:η =740.8671, β =1.0886。根据式(3)得MTBF=717.3649 h。
(2)MTBF的区间估计
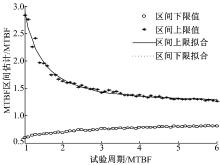
根据1.3节Bootstrap区间估计方法, 设定试验周期T为1~6倍的MTBF。以0.1倍MTBF为步长进行Bootstrap重抽样, 则分别得到各Bootstrap重抽样试验周期T处的MTBF的区间估计上、下限值, 以Matlab Cftool工具箱中的Power函数对区间估计的上、下限值分别进行拟合。得到MTBF的区间估计上限拟合函数为:
MTBF的区间估计下限拟合函数为:
则拟合结果如图2所示。
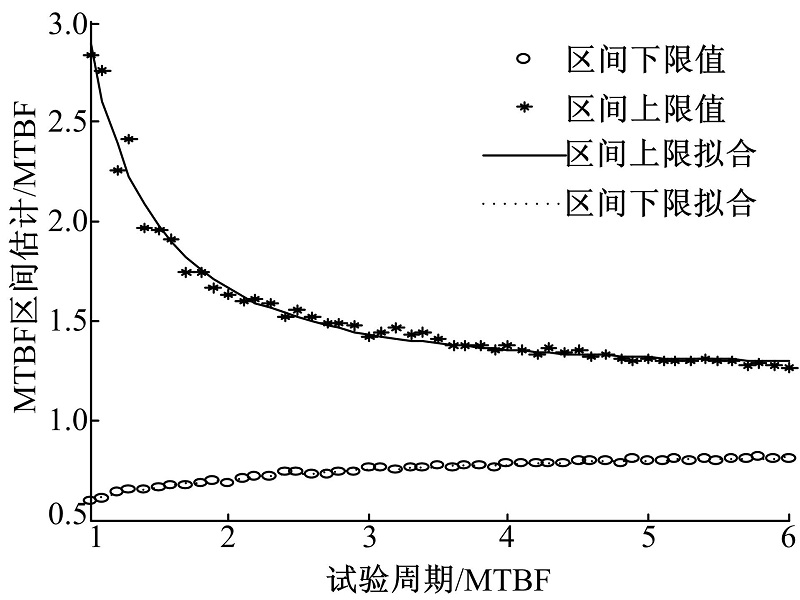 | 图2 MTBF区间估计拟合Fig.2 Interval estimation fitting of MTBF |
由图2可知, 该批机床的MTBF区间估计随试验周期T的延长而急剧变短, 达到一定试验时间后趋于稳定。
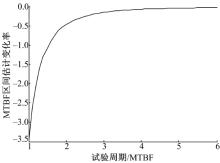
由式(7)得到MTBF的区间估计变化率函数:
则拟合结果如图3及表1所示。
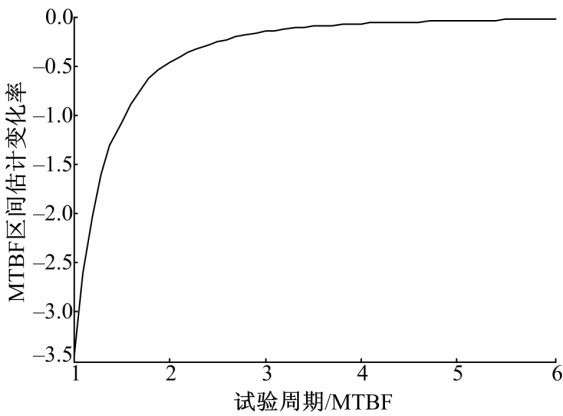 | 图3 MTBF区间估计变化率Fig.3 Change rate of interval estimation of MTBF |
| 表1 MTBF区间估计变化率 Table 1 Change rate of interval estimation of MTBF |
由图3和表1知:随试验周期T的延长, MTBF区间估计变化率
为了分析被试机床台数
依次改变试验周期T, 采用1.3节区间估计方法可分别得到被试机床台数为1、2、3、4、5、11、20、30台时MTBF区间估计的上限值和下限值, 如图4所示。
 | 图4 不同机床台数时MTBF区间估计值Fig.4 Interval estimation of MTBF under different NC machine tools number |
由图4可知, 当只有1台被试机床时, 随着试验周期T的延长, MTBF区间估计呈无规律波动, 此时, 不能根据区间估计的变化率来确定试验周期T, 产生该现象的主要原因为:产生的故障数据较少, 属于小样本数据。当被试机床台数大于、等于2台时, 随着被试机床试验周期T的延长, MTBF的区间估计宽度呈规律性变化。
对上述大于、等于2台机床的MTBF区间估计上、下限值分别以Matlab Cftool工具箱中的Power函数进行拟合, 得到MTBF区间估计上限拟合函数Hup(T)和下限拟合函数HLow(T), 如表2所示。
| 表2 不同台数机床时MTBF区间估计拟合函数 Table 2 Fitting function of MTBF interval estimation under different NC machine tools number |
由式(7)及表2可得到不同台数机床的MTBF的区间估计变化率函数
| 表3 不同台数被试机床时MTBF的区间估计变化率函数 Table 3 Change rate of MTBF interval estimation under different NC machine tools number |
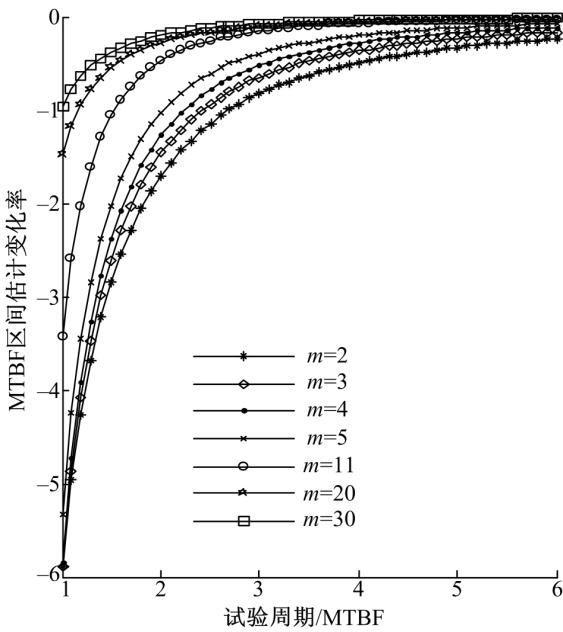 | 图5 不同台数被试机床时MTBF区间估计的变化率Fig.5 Change rate of MTBF interval estimation under different NC machine tools number |
由图5可知, 在满足QMTBF=0.2的前提下, 不同台数被试机床的可靠性评估试验的试验周期
| 表4 不同台数被试机床的试验周期 Table 4 Testing periods under different NC machine tools number |
由表4、图5可知, 当被试机床台数由2台增至5台时, 其可靠性评估试验的试验周期T可缩短最少(6-4.0545)× 717.3649≈ 1396 h。当被试机床台数由11台增至20台时, 其可靠性评估试验的试验周期T缩短了(2.7463-2.3133)× 717.3649≈ 311 h。而当被试机床台数由20台增至30台时, 其可靠性评估试验的试验周期T只缩短了(2.3133-2.0168)× 717.3649≈ 213 h。由此可以看出:随着被试机床台数
在数控机床可靠性评估试验中, 威布尔分布的形状参数
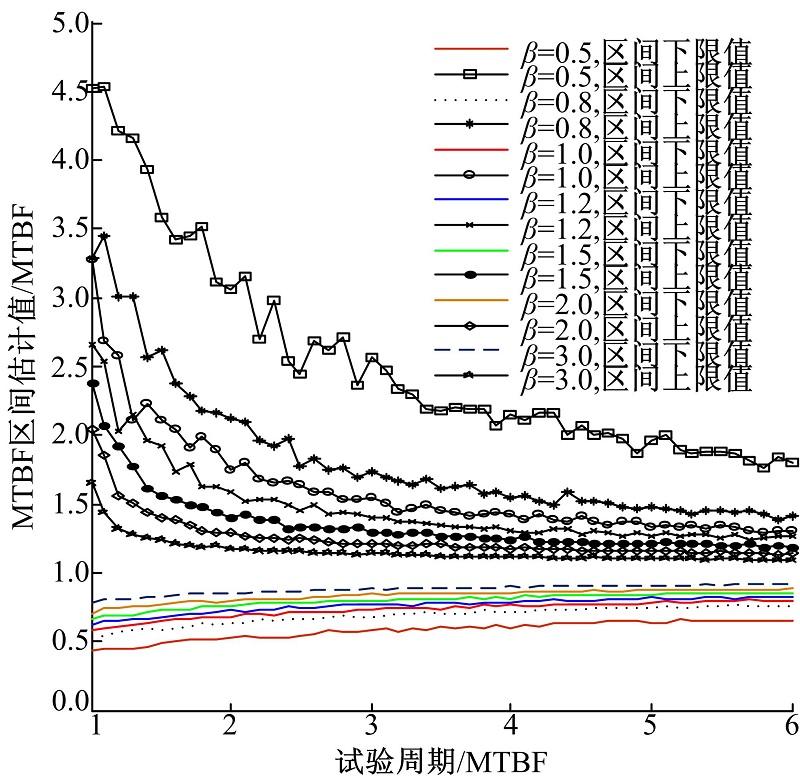 | 图6 不同β 下的MTBF区间估计值Fig.6 Interval estimation of MTBF with different shape parameter β |
对上述不同形状参数
| 表5 不同β 时MTBF区间估计拟合函数 Table 5 Fitting function of MTBF interval estimation with different shape parameter β |
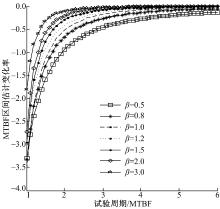
由式(7)和表5得到不同形状参数
| 表6 不同β 时MTBF区间估计变化率函数 Table 6 Change rate of MTBF interval estimation with different shape parameter β |
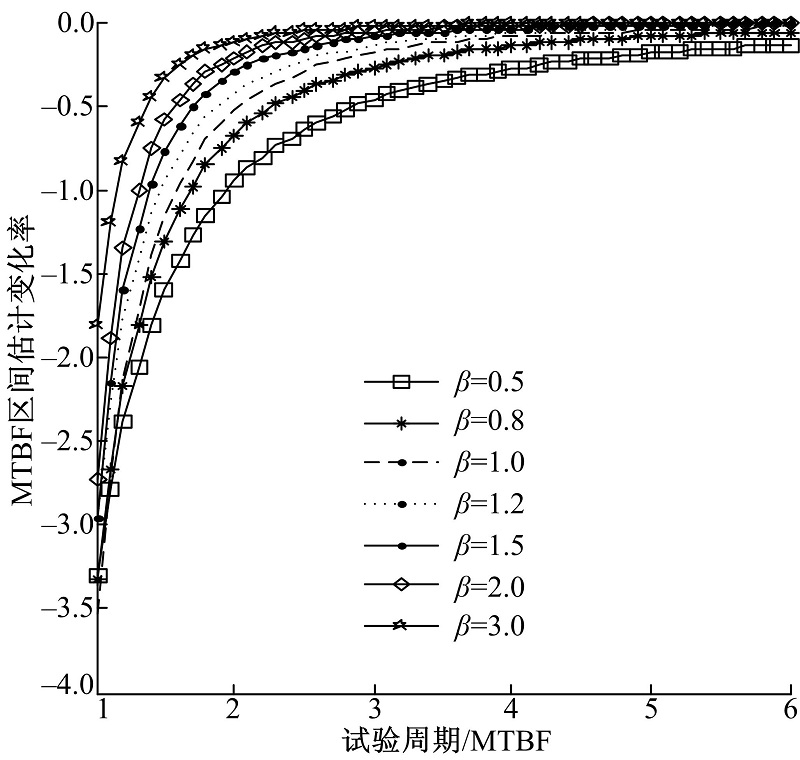 | 图7 不同β 下的MTBF区间估计变化率Fig.7 Change rate of MTBF interval estimation with different shape parameter β |
由图7可知, 在满足QMTBF=0.2的前提下, 不同
| 表7 不同β 下的机床试验周期 Table 7 Testing periods with different shape parameter β |
由表7和图7可知:随着
提出了一种新的数控机床可靠性评估试验的试验周期
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|