吉林大学学报(工学版) ›› 2025, Vol. 55 ›› Issue (8): 2530-2538.doi: 10.13229/j.cnki.jdxbgxb.20231449
• 材料科学与工程 • 上一篇
SA516Gr.70钢搅拌摩擦焊接头的热循环及组织性能
宫文彪1,2( ),苗梓琪1,2,崔恒3,王秀英4,刘威1,2()
),苗梓琪1,2,崔恒3,王秀英4,刘威1,2()
- 1.长春工业大学 先进结构材料教育部重点实验室,长春 130012
2.长春工业大学 材料科学与工程学院,长春 130012
3.长春轨道客车股份有限公司,长春 130062
4.广东茂名重力石化机械有限公司,广东 茂名 525024
Evolution of thermal cycle, microstructures and mechanical properties of SA516Gr.70 steel prepared by friction stir welding
Wen-biao GONG1,2(),Zi-qi MIAO1,2,Heng CUI3,Xiu-ying WANG4,Wei LIU1,2()
- 1.Key Laboratory of Advanced Structural Materials,Ministry of Education,Changchun University of Technology,Changchun 130012,China
2.School of Materials Science and Engineering,Changchun University of Technology,Changchun 130012,China
3.Changchun Railway Vehicles Co. ,Ltd. ,Changchun 130062,China
4.The Challenge Petrochemical Machinery Corporation of Maoming (CPM),Maoming 525024,China
摘要:
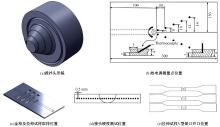
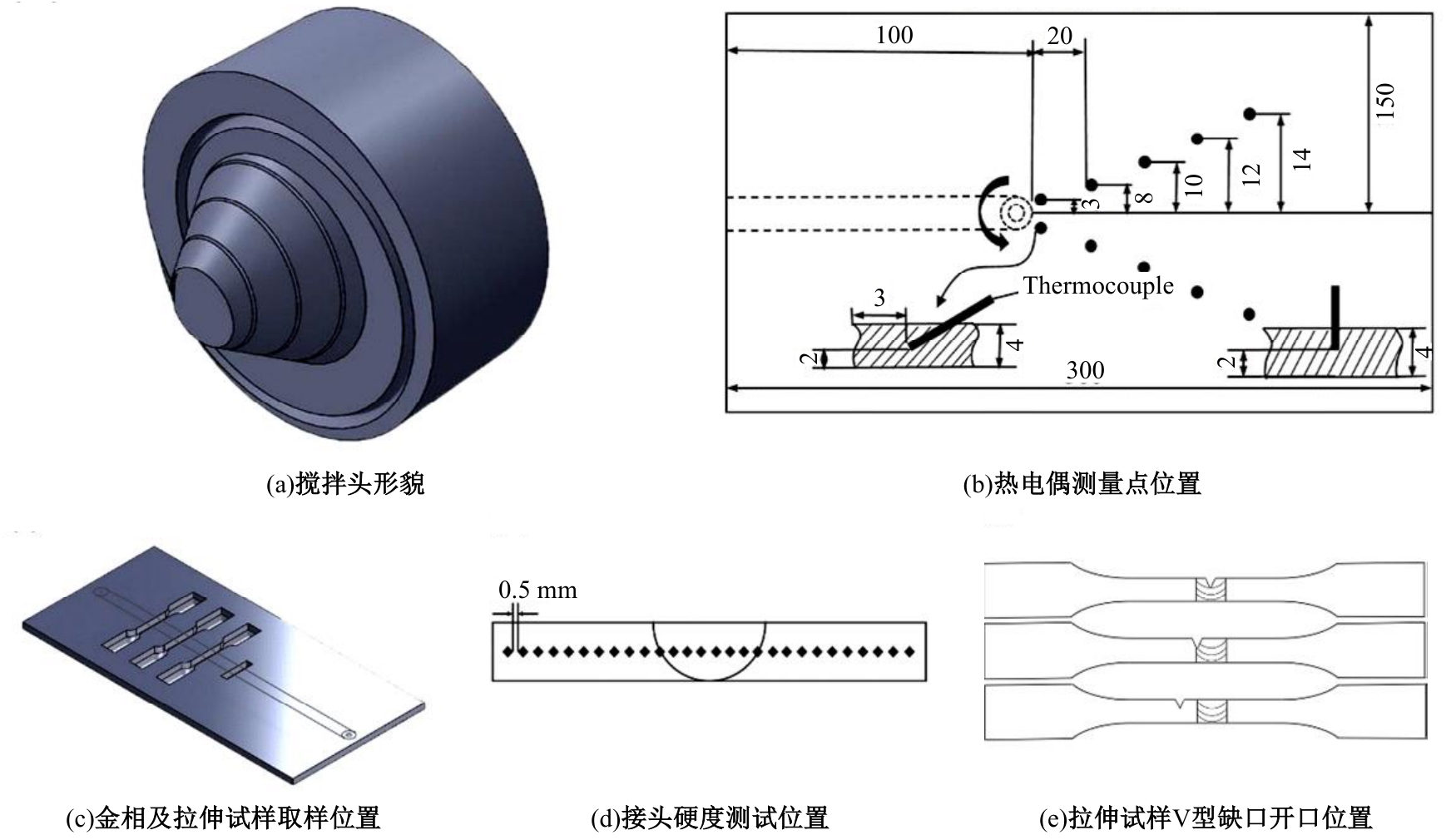
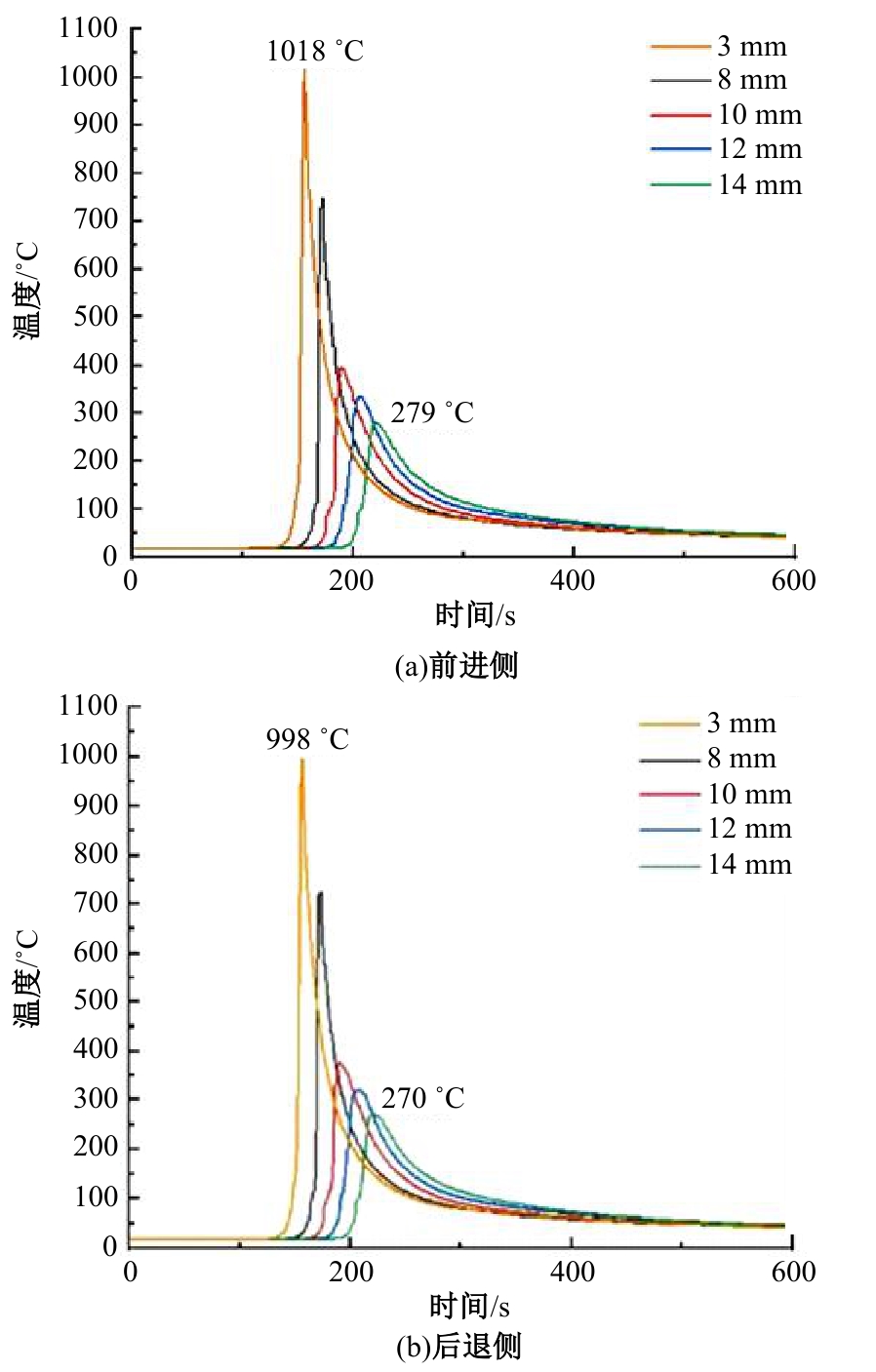
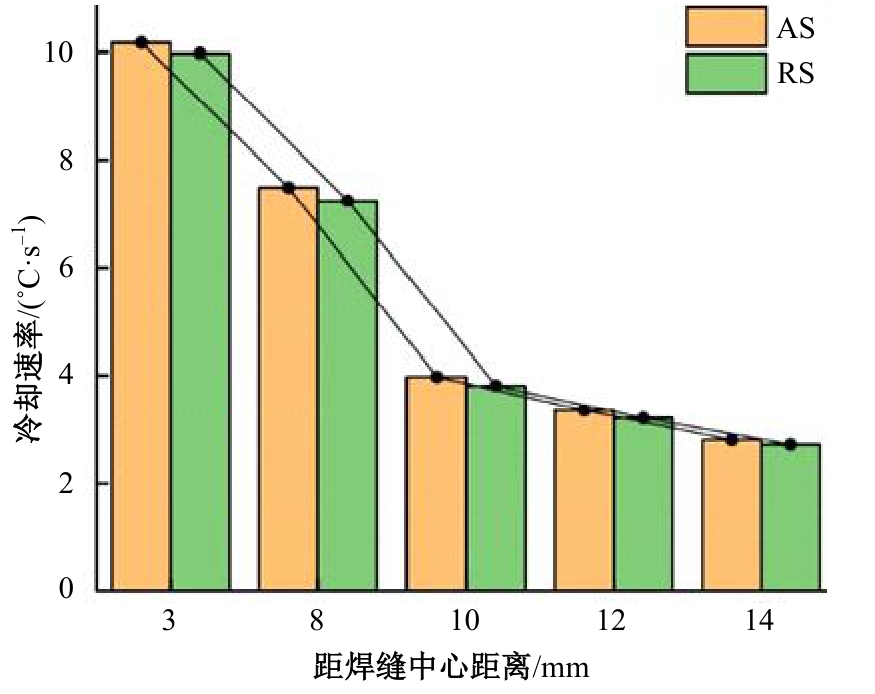
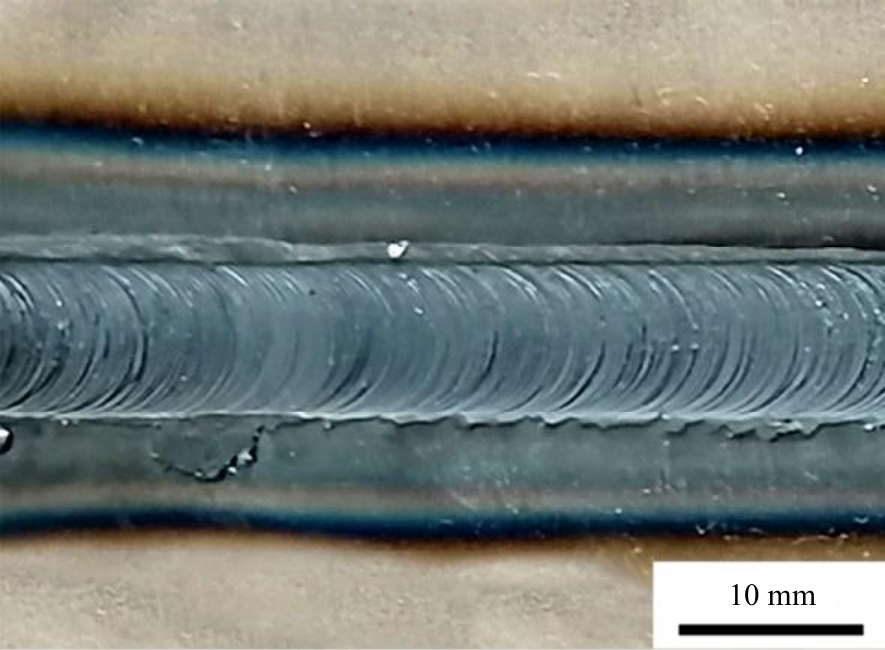
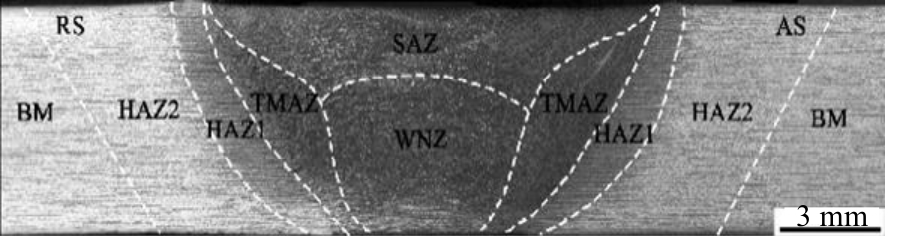
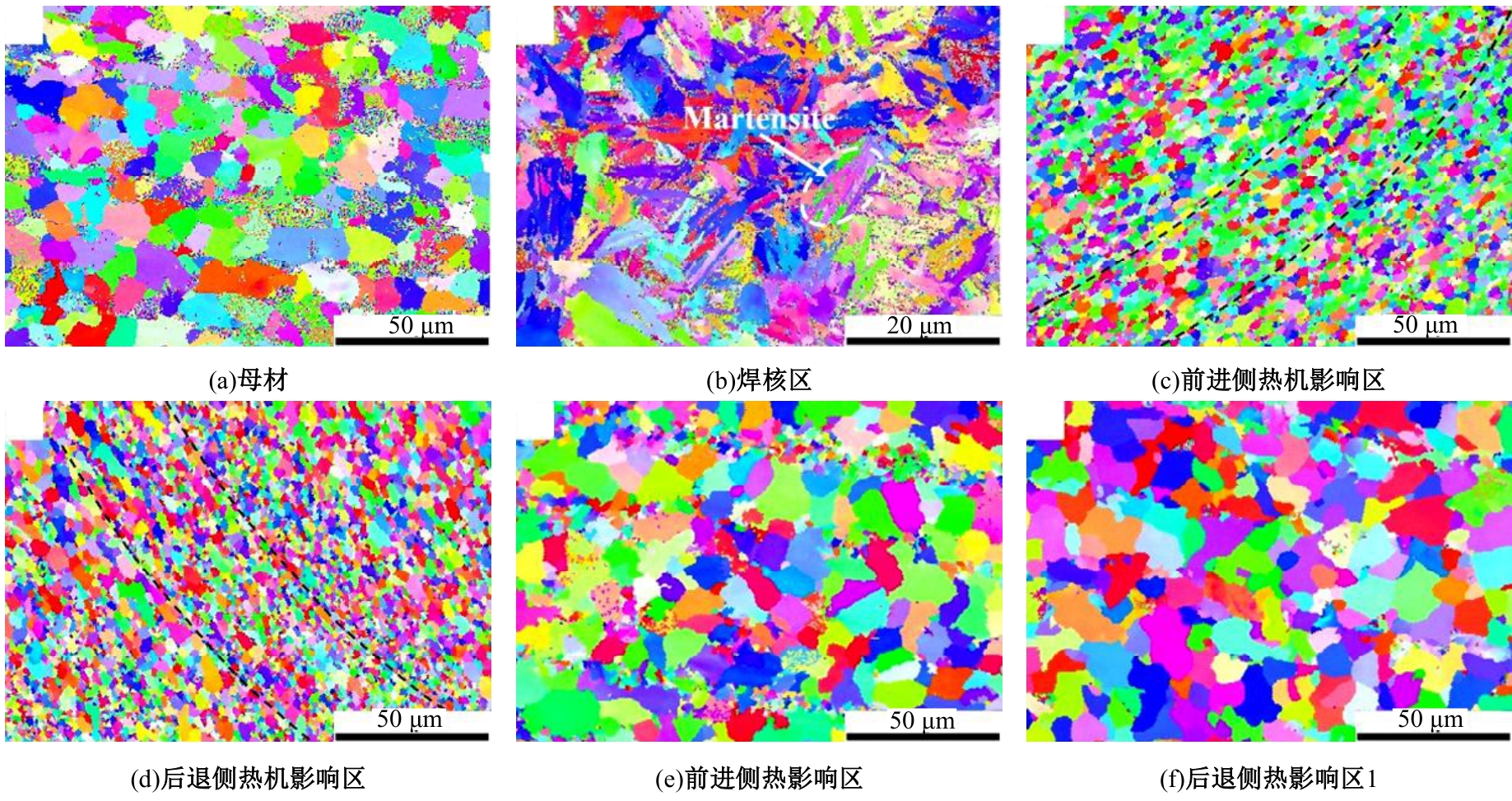
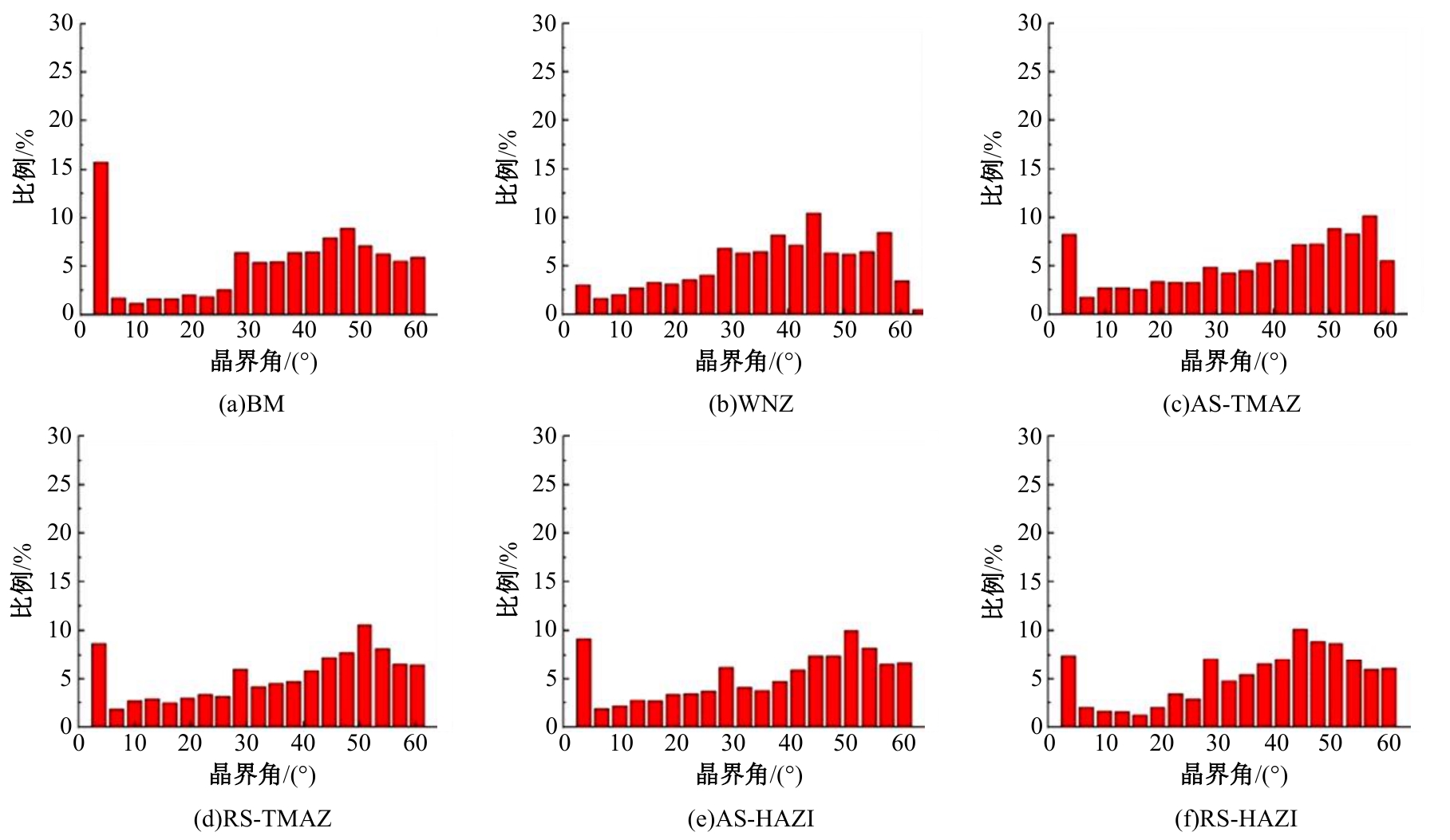
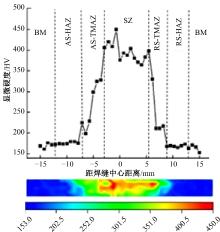
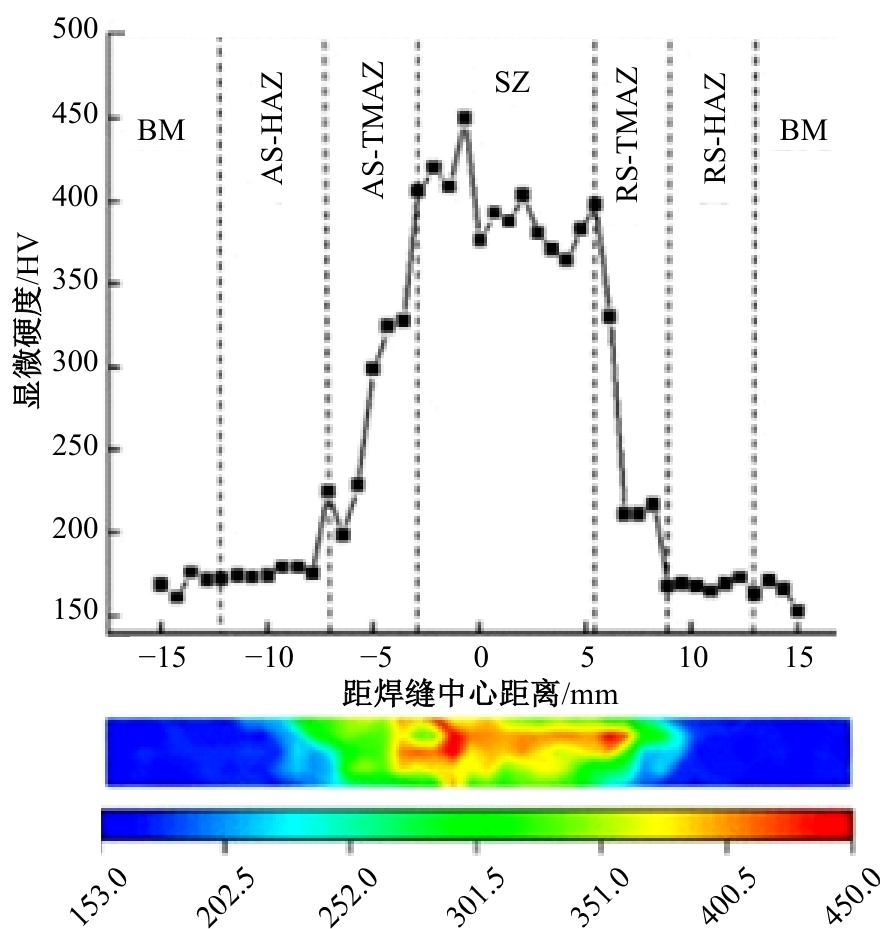
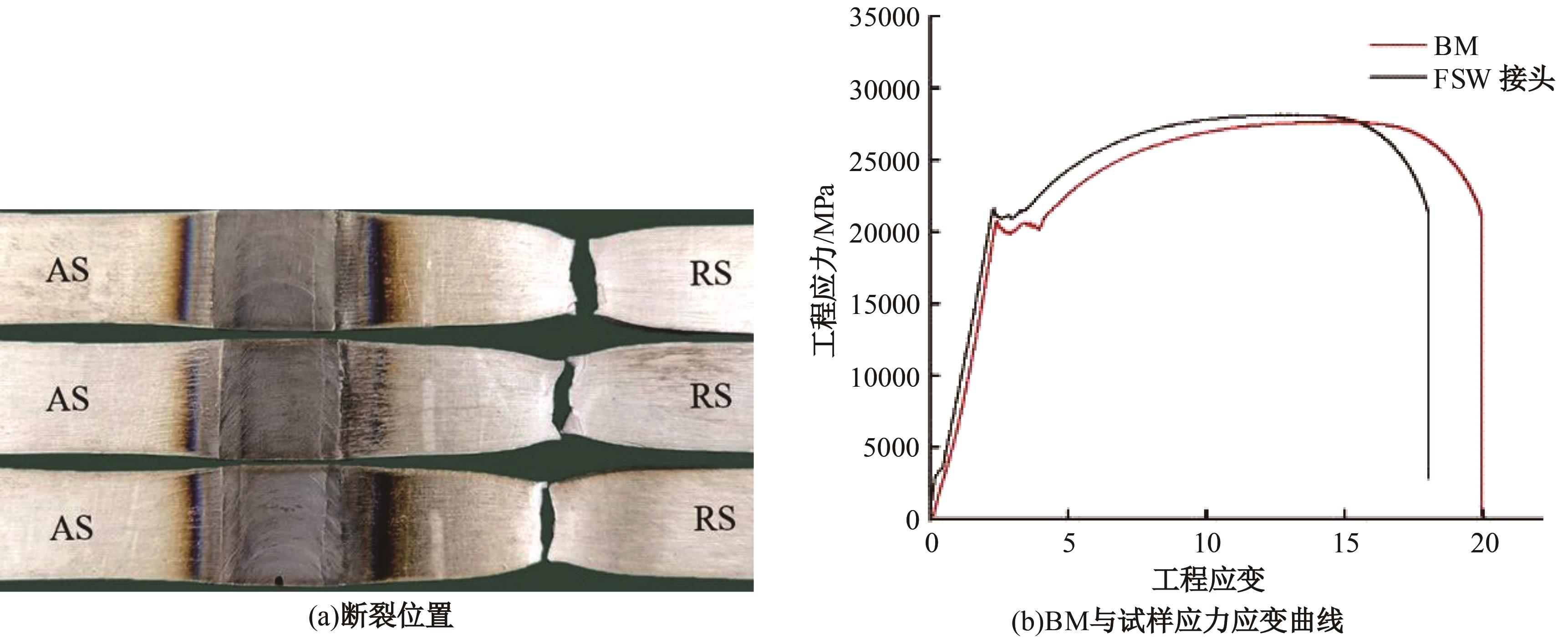
SA516Gr.70钢因具有优良的强韧性,被广泛应用于压力容器制造,但传统的弧焊易导致焊缝产生裂纹、氢脆等缺陷。本文采用钨铼合金搅拌工具对4 mm厚SA516Gr.70低碳钢进行搅拌摩擦焊接,研究了热循环对焊接接头组织和力学性能的影响。结果表明:在旋转速度800 r/min、焊接速度90 mm/min的工艺参数下,可获得无缺陷的焊接接头。前进侧热循环峰值温度最大值为1 018 ℃,后退侧为998 ℃。焊核区组织为细小的马氏体和贝氏体混合相,平均晶粒尺寸为5.4 μm,与母材相比细化效果显著。焊接接头显微硬度与距焊缝中心距离呈负相关,焊核区显微硬度达到449.7 HV。拉伸试验断裂均在热影响区,焊缝不同区域呈现出不同的断口形貌。
中图分类号:
- TG456.9




| [1] | 张桂源, 郄新哲, 宫文彪,等. 钢铝异种材料搅拌摩擦焊界面组织及性能[J]. 材料热处理学报, 2018, 39(5):159-164. |
| Zhang Gui-yuan, Xin-zhe Qie, Gong Wen-biao, et al. Microstructrue and properties of friction stir welding interface of steel and aluminum dissimilar materials[J]. Transactions of Materials and Heat Treatment, 2018, 39(5):159-164. | |
| [2] | Imam M, Ueji R, Fujii H. Microstructural control and mechanical properties in friction stir welding of medium carbon low alloy S45C steel[J]. Materials Science and Engineering: A, 2015, 636: 24-34. |
| [3] | 武凯,贾贺鹏,孙宇,等.搅拌摩擦焊技术的研究进展[J].机械制造与自动化,2020,49(6):1-9. |
| Wu Kai, Jia He-peng, Sun Yu, et al. Research progress of friction stir welding[J]. Machine Building and Automation, 2020, 49(6):1-9. | |
| [4] | Karami S, Jafarian H, Eivani A R, et al. Engineering tensile properties by controlling welding parameters and microstructure in a mild steel processed by friction stir welding[J]. Materials Science and Engineering: A, 2016, 670: 68-74. |
| [5] | 李国平. 超级双相不锈钢 2707 搅拌摩擦焊焊接接头的组织与性能[J]. 材料热处理学报, 2019, 39(10): 119-125. |
| Li Guo-ping. Microstructure and mechanical properties of friction stir welded joint of super duplex stainless steel 2707[J]. Transactions of Materials and Heat Treatment, 2019, 39(10):119-125. | |
| [6] | Kumar L, Yazar K U, Pramanik S. Effect of fusion and friction stir welding techniques on the microstructure, crystallographic texture and mechanical properties of mild steel[J]. Materials Science and Engineering: A, 2019, 754: 400-410. |
| [7] | Ueji R, Fujii H, Cui L, et al. Friction stir welding of ultrafine grained plain low-carbon steel formed by the martensite process[J]. Materials Science and Engineering: A, 2006, 423(1/2): 324-330. |
| [8] | Fujii H, Cui L, Tsuji N, et al. Friction stir welding of carbon steels[J]. Materials Science and Engineering: A, 2006, 429(1/2): 50-57. |
| [9] | Liu F C, Hovanski Y, Miles M P, et al. A review of friction stir welding of steels: Tool, material flow, microstructure, and properties[J]. Journal of Materials Science & Technology, 2018, 34(1): 39-57. |
| [10] | Cho H H, Kang S H, Kim S H, et al. Microstructural evolution in friction stir welding of high-strength linepipe steel[J]. Materials & Design, 2012, 34: 258-267. |
| [11] | Wang Y, Tsutsumi S, Kawakubo T, et al. Microstructure and mechanical properties of weathering mild steel joined by friction stir welding[J]. Materials Science and Engineering: A, 2021, 823: 141715. |
| [12] | Xie G M, Duan R H, Xue P, et al. Microstructure and mechanical properties of X80 pipeline steel joints by friction stir welding under various cooling conditions[J]. Acta Metallurgica Sinica (English Letters), 2020, 33(1): 88-102. |
| [13] | Gourgues A F, Flower H M, Lindley T C. Electron backscattering diffraction study of acicular ferrite, bainite, and martensite steel microstructures[J]. Materials Science and Technology, 2000, 16(1): 26-40. |
| [14] | Xue P, Ma Z Y, Komizo Y, et al. Achieving ultrafine-grained ferrite structure in friction stir processed weld metal[J]. Materials Letters, 2016, 162: 161-164. |
| [15] | Güleryüz G. Relationship between FSW parameters and hardness of the ferritic steel joints: Modeling and optimization[J]. Vacuum, 2020, 178: 109449. |
| [16] | Sato Y S, Yamanoi H, Kokawa H, et al. Microstructural evolution of ultrahigh carbon steel during friction stir welding[J]. Scripta Materialia, 2007, 57(6): 557-560. |
| [17] | Kelly P M, Nutting J. The martensite transformation in carbon steels[C]∥Proceedings of the Royal Society of London. Series A. Mathematical and Physical Sciences, 1961, 259: 45-58. |
| [18] | Krauss G, Marder A R. The morphology of martensite in iron alloys[J]. Metallurgical Transactions, 1971, 2(9): 2343-2357. |
| [19] | Lienert T J, Stellwag J W L, Grimmett B B, et al. Friction stir welding studies on mild steel[J]. Welding Journal, 2003, 82(1): 1-9. |
| [20] | Boumerzoug Z, Derfouf C, Baudin T. Effect of welding on microstructure and mechanical properties of an industrial low carbon steel[J]. Engineering, 2010, 2(7): 502-506. |
| [21] | Kitahara H, Ueji R, Tsuji N, et al. Crystallographic features of lath martensite in low-carbon steel[J]. Acta Materialia, 2006, 54(5): 1279-1288. |
| [22] | Tiwari A, Sing P, Biswas P, et al. Friction stir welding of low-carbon steel[C]∥Advances in Materials, Mechanical and Industrial Engineering, Kolkata, India, 2019: 209-226. |
| [23] | Zhang Y N, Cao X, Larose S, et al. Review of tools for friction stir welding and processing[J]. Canadian Metallurgical Quarterly, 2012, 51(3): 250-261. |
| [24] | Tiwari A, Singh P, Biswas P, et al. Friction stir welding of low-carbon steel[C]∥Advances in Materials, Mechanical and Industrial Engineering: Selected Contributions from the First International Conference on Mechanical Engineering, Kolkata, India, 2019: 209-226. |
| [25] | Lakshminarayanan A K, Balasubramanian V, Salahuddin M. Microstructure, tensile and impact toughness properties of friction stir welded mild steel[J]. Journal of Iron and Steel Research International, 2010, 17(10): 68-74. |
| [26] | Yang H S, Bhadeshia H. Austenite grain size and the martensite-start temperature[J]. Scripta Materialia, 2009, 60(7): 493-495. |
| [27] | Santos T F A, Idagawa H S, Ramirez A J. Thermal history in UNS S32205 duplex stainless steel friction stir welds[J]. Science and Technology of Welding and Joining, 2014, 19(2): 150-156. |
| [28] | Cho H H, Han H N, Hong S T, et al. Microstructural analysis of friction stir welded ferritic stainless steel[J]. Materials Science and Engineering: A, 2011, 528(6): 2889-2894. |
| [29] | Wang H, Wang K, Wang W, et al. Microstructure and mechanical properties of low-carbon Q235 steel welded using friction stir welding[J]. Acta Metallurgica Sinica (English Letters), 2020, 33(11): 1556-1570. |
| [30] | Sato Y S, Yamanoi H, Kokawa H, et al. Microstructural evolution of ultrahigh carbon steel during friction stir welding[J]. Scripta Materialia, 2007, 57(6): 557-560. |
| [31] | 李志兴. 搅拌摩擦焊接超级奥氏体不锈钢654SMO厚板的组织与性能研究[D].沈阳:东北大学材料科学与工程学院,2020. |
| Li Zhi-xing. Study on microstructure and properties of super austenitic stainless steel 654SMO thick plate for friction stir welding[D]. Shenyang: School of Materials Science and Engineering, Northeastern University, 2020. | |
| [32] | Krauss G. Martensite in steel: strength and structure[J]. Materials Science and Engineering: A, 1999, 273: 40-57. |
| [33] | Qiao K, Wang K, Wang J, et al. Microstructural evolution and deformation behavior of friction stir welded twin-induced plasticity steel[J]. Journal of Materials Science & Technology, 2024, 169: 68-81. |
| [1] | 安金岚,王澜斌,周松,黄研清. 激光沉积修复钛合金热影响区异质结构及后续热处理的性能[J]. 吉林大学学报(工学版), 2025, 55(6): 1931-1939. |
| [2] | 颜建煌,王志勇,汤恩宏,韩雪,李海锋,姜子钦. 奥氏体不锈钢在单调和循环加载下的力学性能[J]. 吉林大学学报(工学版), 2025, 55(3): 912-924. |
| [3] | 赵昌龙,马晨,杨俊宝,赵钦祥,贾晓宇,马洪楠. 预置表面织构对激光熔覆316L涂层的影响[J]. 吉林大学学报(工学版), 2025, 55(3): 899-911. |
| [4] | 王磊,李东侠,周松,回丽,沈振鑫. 2024-O铝合金搅拌摩擦焊接头疲劳裂纹扩展行为及寿命预测[J]. 吉林大学学报(工学版), 2024, 54(6): 1563-1569. |
| [5] | 刘一凡,缪志伟,申晨,耿祥东. 基于蒙特卡罗法的不均匀锈蚀钢筋力学性能评估[J]. 吉林大学学报(工学版), 2024, 54(4): 1007-1015. |
| [6] | 冯家铖,宫文彪,鞠川,李于朋,孙雨萌,朱芮. 2024铝合金双轴肩搅拌摩擦焊接头热循环及组织特征[J]. 吉林大学学报(工学版), 2024, 54(11): 3184-3191. |
| [7] | 许良,边钰博,周松,肖景厚. 高温水浸对T800/环氧树脂基复合材料性能的影响[J]. 吉林大学学报(工学版), 2023, 53(7): 1943-1950. |
| [8] | 魏丽丽,胡明玉. 砂浆碱集料反应细观数值模拟[J]. 吉林大学学报(工学版), 2023, 53(12): 3501-3507. |
| [9] | 卢晓红,乔金辉,周宇,马冲,隋国川,孙卓. 搅拌摩擦焊温度场研究进展[J]. 吉林大学学报(工学版), 2023, 53(1): 1-17. |
| [10] | 匡亚川,宋哲轩,刘胤虎,莫小飞,伏亮明,罗时权. 新型装配式双舱综合管廊力学性能试验[J]. 吉林大学学报(工学版), 2022, 52(3): 596-603. |
| [11] | 王磊,黄秉汉,丛家慧,回丽,周松,徐永臻. 超声冲击对搅拌摩擦焊缝疲劳性能的影响[J]. 吉林大学学报(工学版), 2022, 52(11): 2542-2548. |
| [12] | 魏海斌,王相焱,王富玉,张勇. 基于振动成型AC-25沥青混合料力学性能及细观分析[J]. 吉林大学学报(工学版), 2021, 51(4): 1269-1276. |
| [13] | 刘寒冰,高鑫,宫亚峰,刘诗琪,李文俊. 表面处理对玄武岩纤维活性粉末混凝土力学性能的影响及断裂特性[J]. 吉林大学学报(工学版), 2021, 51(3): 936-945. |
| [14] | 程永春,李赫,李立顶,王海涛,白云硕,柴潮. 基于灰色关联度的矿料对沥青混合料力学性能的影响分析[J]. 吉林大学学报(工学版), 2021, 51(3): 925-935. |
| [15] | 向红亮,陈盛涛,邓丽萍,张伟,詹土生. 微合金化2205双相不锈钢组织及性能[J]. 吉林大学学报(工学版), 2020, 50(5): 1645-1652. |
|
||