吉林大学学报(工学版) ›› 2025, Vol. 55 ›› Issue (7): 2180-2192.doi: 10.13229/j.cnki.jdxbgxb.20231144
• 车辆工程·机械工程 • 上一篇
金属熔丝成型复合丝材流体动力学特性
姜世杰1,2( ),李曙光1,许子沼1,王菲1
),李曙光1,许子沼1,王菲1
- 1.东北大学 机械工程与自动化学院,沈阳 110819
2.东北大学 辽宁省机械装备动力学可靠性重点实验室,沈阳 110819
Rheological property of composite filament in metal fused filament fabrication process
Shi-jie JIANG1,2(),Shu-guang LI1,Zi-zhao XU1,Fei WANG1
- 1.School of Mechanical Engineering & Automation,Northeastern University,Shenyang 110819,China
2.Key Laboratory of Dynamics Reliability of Mechanical Equipment of Liaoning Province,Northeastern University,Shenyang 110819,China
摘要:
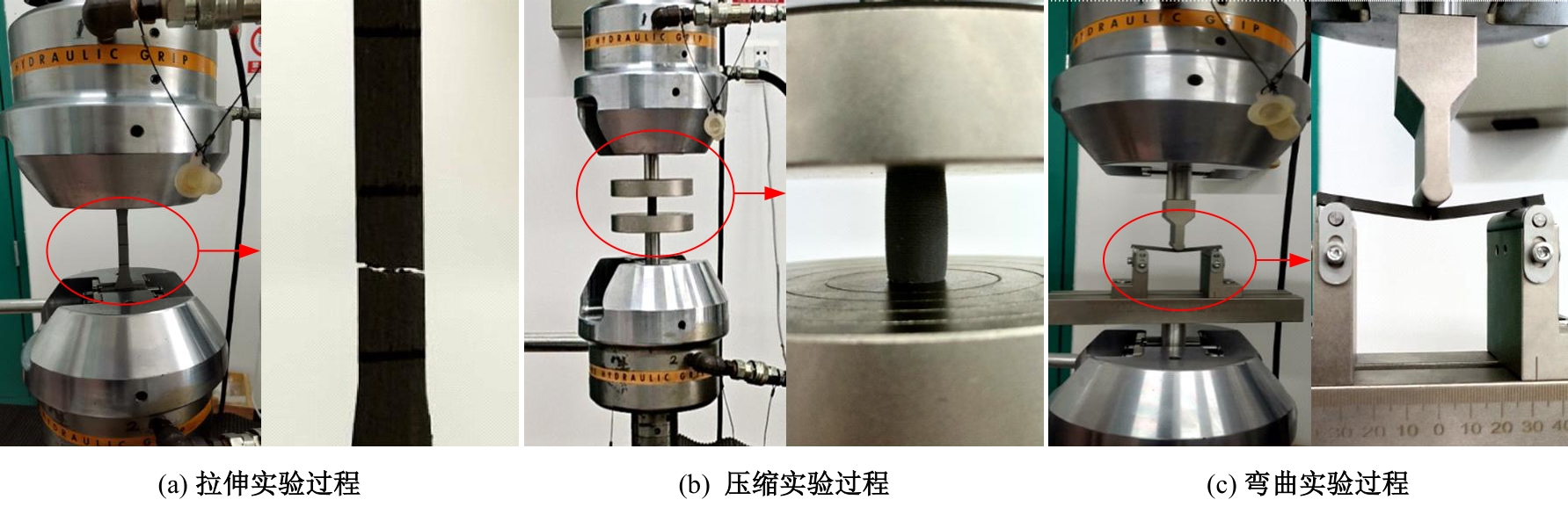
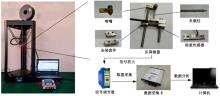
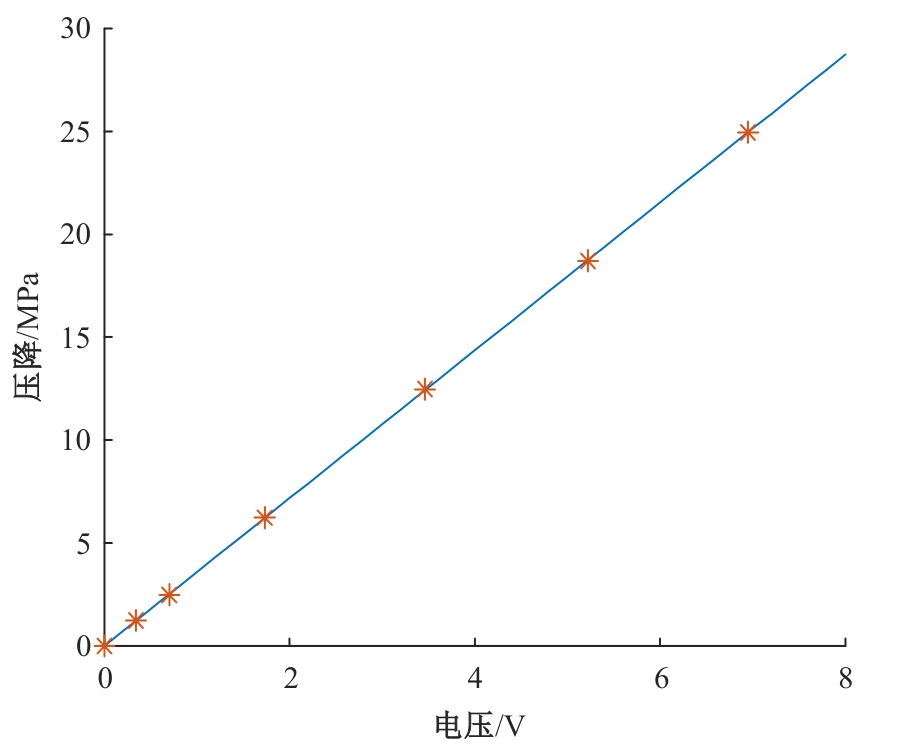
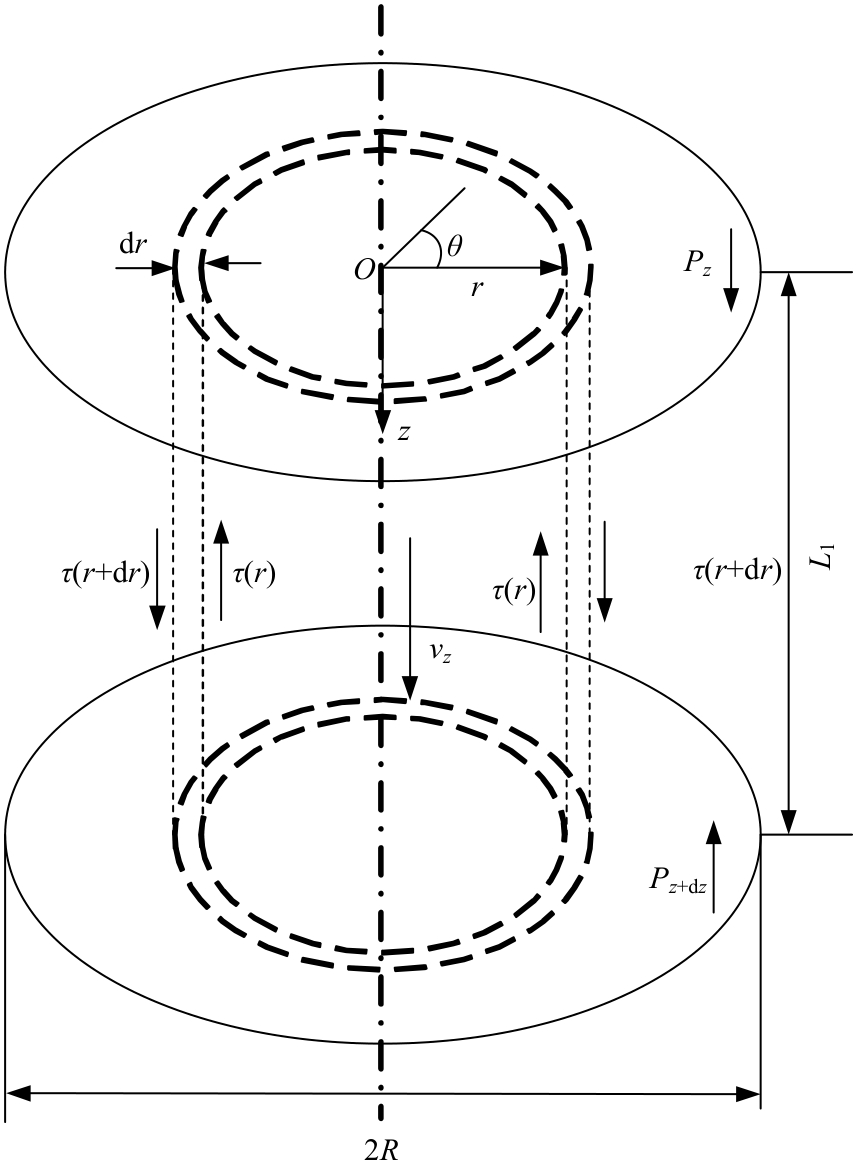
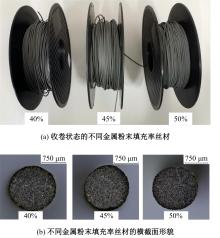
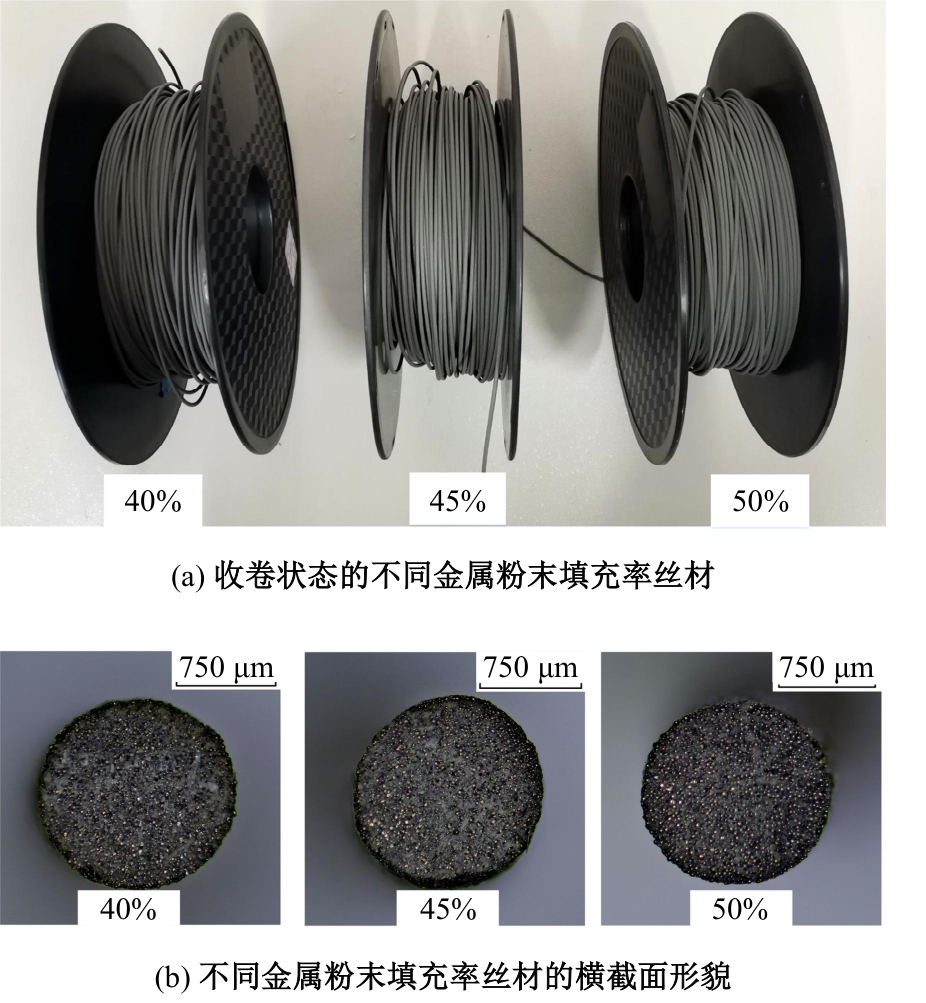
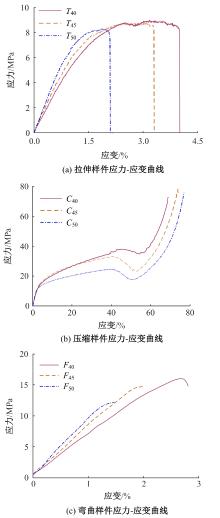
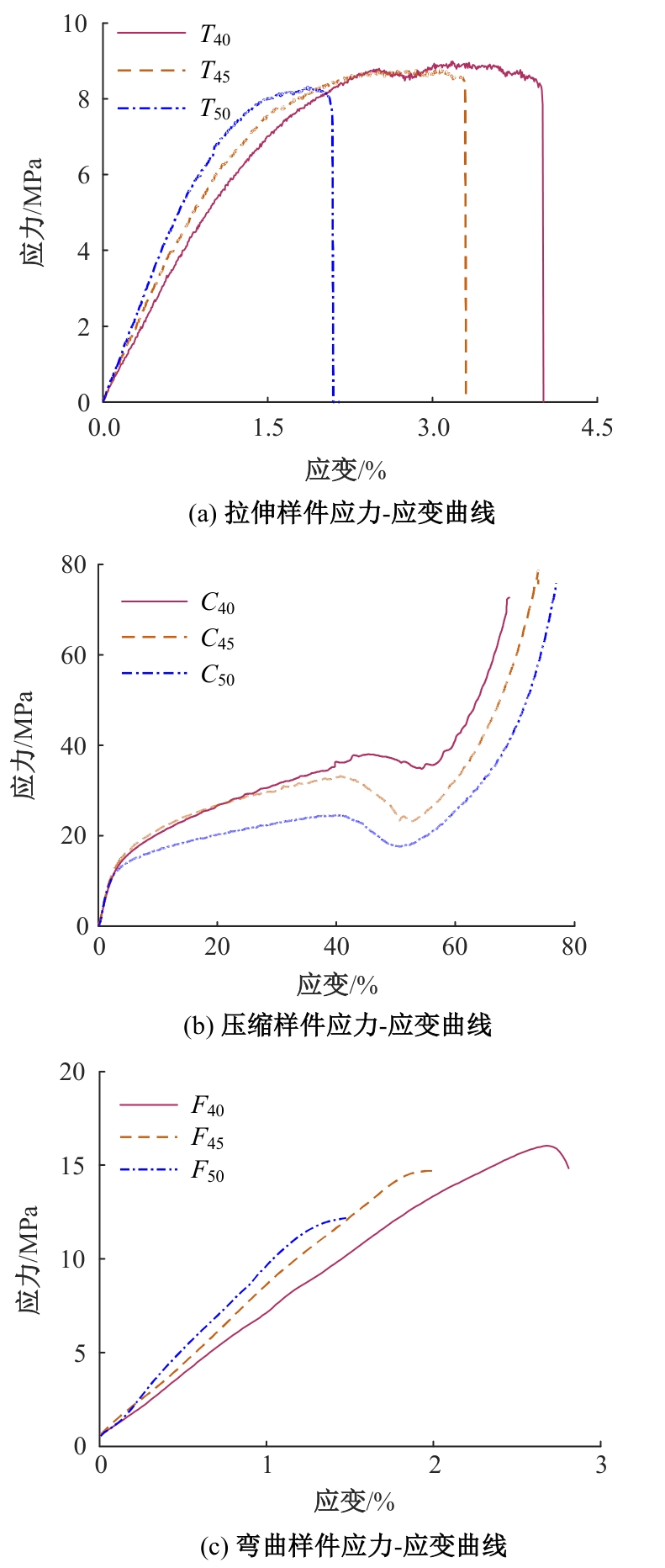
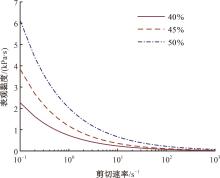
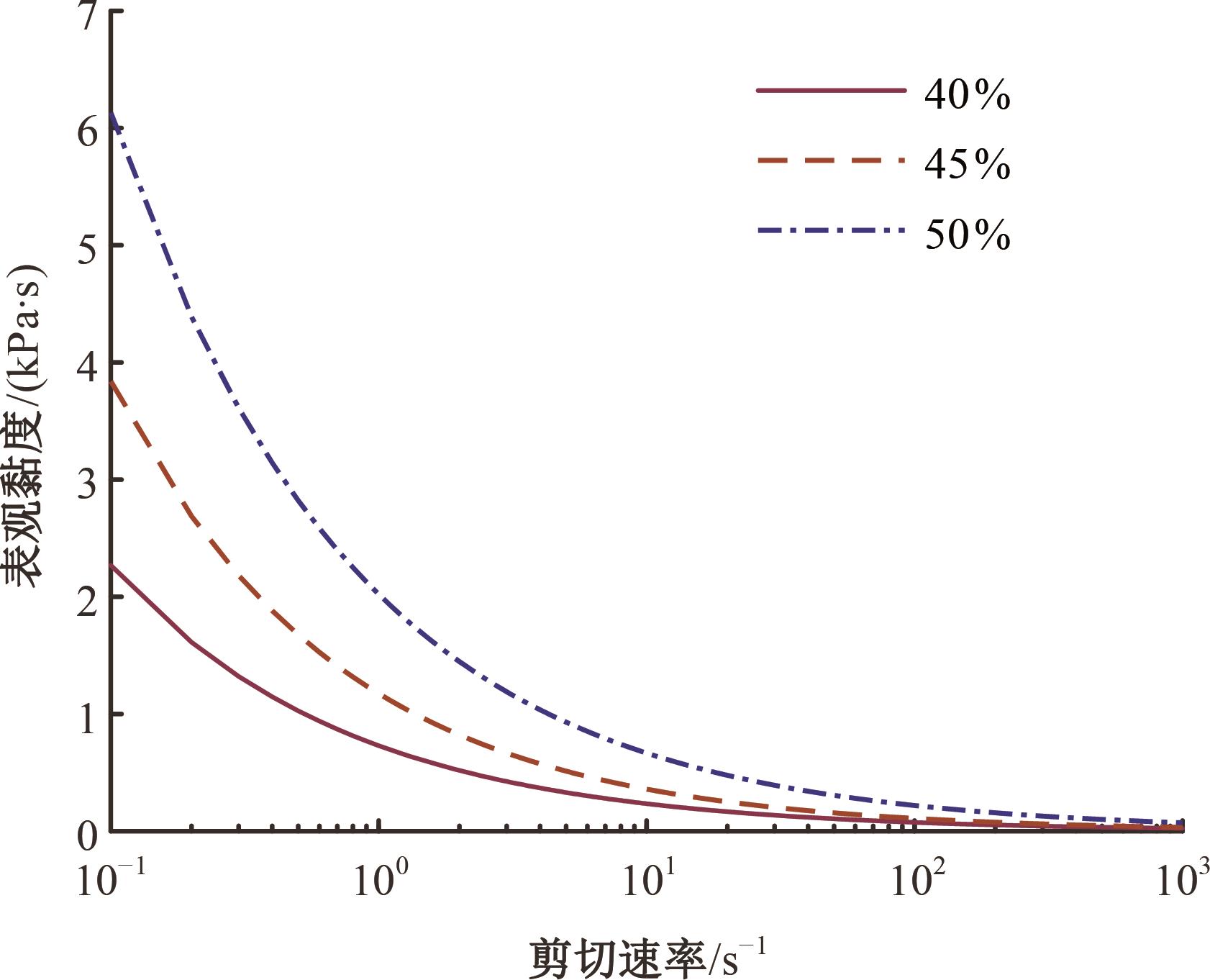
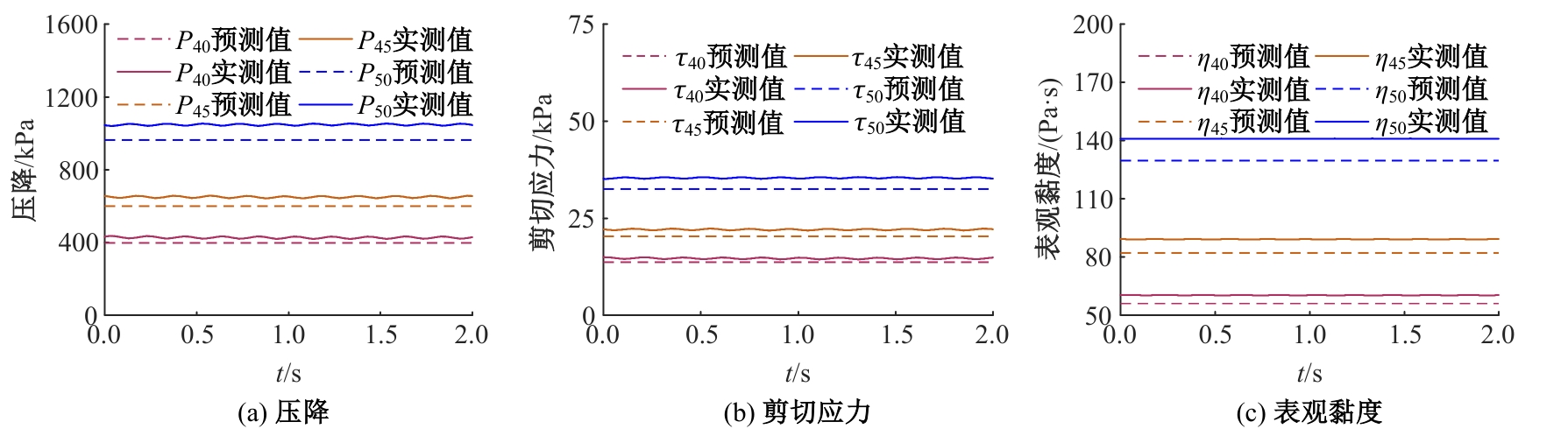
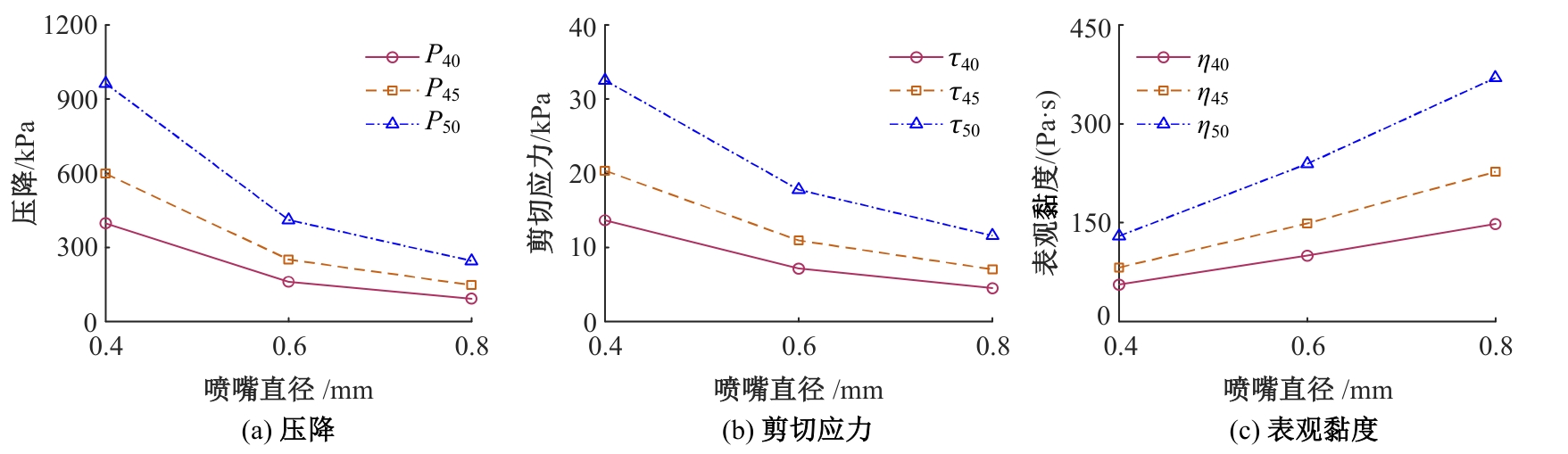
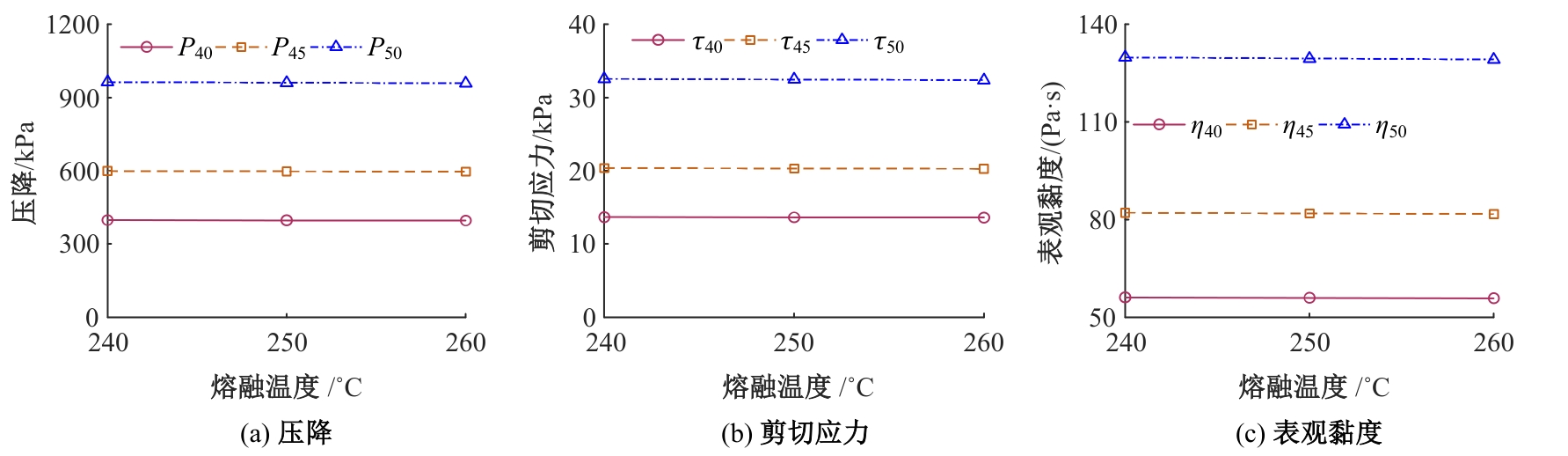
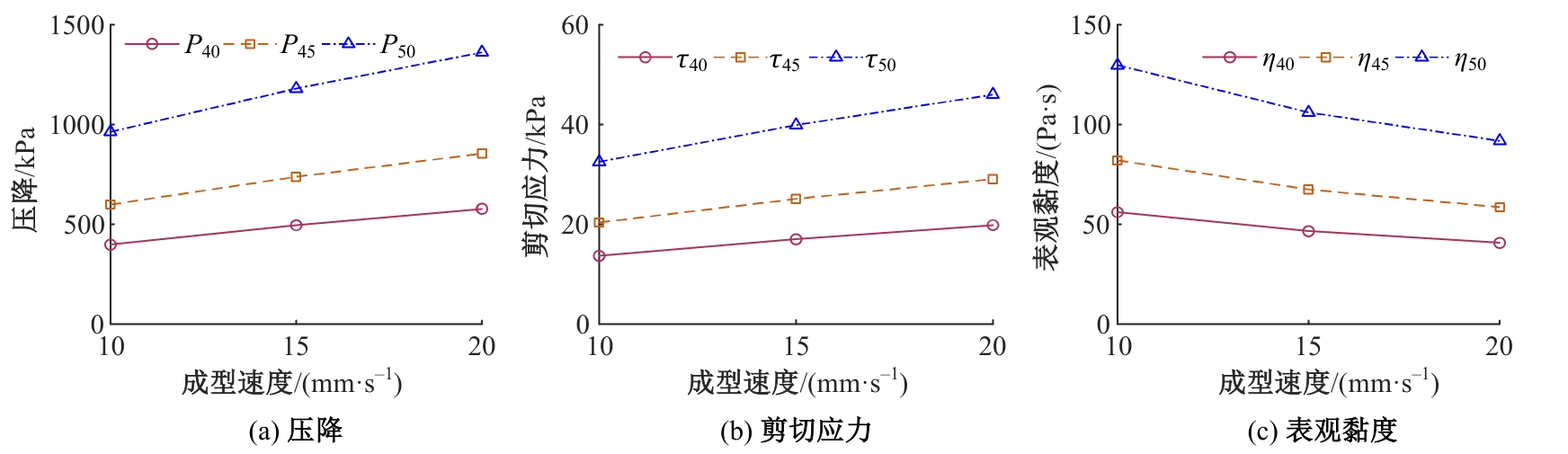
针对影响金属熔丝成型复合丝材质量的流体动力学问题,首先自制3种不同高填充率的17-4PH不锈钢粉末/聚合物复合丝材,并利用快速成型设备进行生坯样件的成型研究,分析了复合丝材的可成型性条件。其次,通过自主搭建的实验平台对成型过程中不同金属粉末填充率熔融复合丝材的压降进行测量,进而分析了相关流体动力学特性参数的实验结果。再次,建立了熔融材料的流体动力学解析模型,完成了相应特性参数的理论解析,通过理论与实验结果的对比,验证了所建解析模型的正确性,阐明了熔融材料流体动力学特性的机理。最后,针对解析模型进行敏感性分析,探究了过程参数对流体动力学特性的影响规律。结果表明:自制的复合丝材可以成型出质量良好的生坯样件;熔融材料的流体动力学特性参数随着金属粉末填充率的增大而逐渐增大;理论与实验结果吻合度较好,验证了解析模型的正确性;在讨论的参数范围内喷嘴直径对熔融材料的流动行为影响最为显著,其次是成型速度,而熔融温度的影响相对最弱。
中图分类号:
- TH145.9





| [1] | Thompson Y, Gonzalez-Gutierrez J, Kukla C, et al. Fused filament fabrication, debinding and sintering as a low cost additive manufacturing method of 316L stainless steel[J]. Additive Manufacturing, 2019, 30: No. 100861. |
| [2] | Ren L Q, Zhou X L, Song Z Y, et al. Process parameter optimization of extrusion-Based 3D metal printing utilizing PW-LDPE-SA binder system[J]. Materials, 2017, 10(3): 305-321. |
| [3] | Ismael M R, Clemens F, Graule T, et al. Effects of different thermoplastic binders on the processability of feedstocks for ceramic co-extrusion process[J]. Ceramics International, 2011, 37(8): 3173-3182. |
| [4] | Benz J, Bonten C. Influence of polymer-particle-interaction on the flow behavior of highly filled plastics[C]∥The 34th International Conference of the Polymer-Processing-Society(PPS), Taipei, China, 2019, 2065(1): No. 030045. |
| [5] | Hausnerova B, Mukund B N, Sanetrnik D. Rheological properties of gas and water atomized 17-4PH stainless steel MIM feedstocks: effect of powder shape and size[J]. Powder Technology, 2017, 312: 152-158. |
| [6] | Kukla C, Gonzalez-Gutierrez J, Duretek I, et al. Effect of particle size on the properties of highly-filled polymers for fused filament fabrication[C]∥The 32nd International Conference of the Polymer-Processing-Society(PPS), Lyon, France, 2016, 1914(1): No. 190006. |
| [7] | Gonzalez-Gutierrez J, Duretek I, Holzer C, et al. Filler content and properties of highly filled filaments for fused filament fabrication of magnets[C]∥ Proceedings of the 75th Annual Technical Conference and Exhibition of the Society of Plastics Engineers, Anaheim, USA, 2017: 1-4. |
| [8] | Gloeckle C, Konkol T, Jacobs O, et al. Processing of highly filled polymer-metal feedstocks for fused Filament fabrication and the production of metallic implants[J]. Materials, 2020, 13(19): 4413-4429. |
| [9] | Dimitri C, Mohamed S, Thierry B, et al. Influence of particle-size distribution and temperature on the rheological properties of highly concentrated Inconel feedstock alloy 718[J]. Powder Technology, 2017, 322: 273-289. |
| [10] | Singh P, Balla V K, Tofangchi A, et al. Printability studies of Ti-6Al-4V by metal fused filament fabrication(MF3)[J]. International Journal of Refractory Metals & Hard Materials, 2020, 91: No. 105249. |
| [11] | Mostafa N, Masood S H, et al. A study of melt flow analysis of an ABS-Iron composite in fused deposition modelling process[J]. Tsinghua Science & Technology, 2009, 14: 29-37. |
| [12] | Hong X, Xiao X, Zhang Z, et al. Effects of ultrasonic vibration on the rheological behavior of high-density polyethylene composites filled with flash aluminum flake pigments[J]. Journal of Applied Polymer Science, 2017, 134(23): 44906-44914. |
| [13] | Pandey A, Pradhan S K. Investigations into complete liquefier dynamics and optimization of process parameters for fused deposition modeling[C]∥International Conference on Materials Manufacturing and Modelling(ICMMM), Vellore, India, 2017: 12940-12955. |
| [14] | Turner B N, Strong R, Gold S A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling[J]. Rapid Prototyping Journal, 2014, 20(3): 192-204. |
| [1] | 姜歌东,王昊,荆亚彬. 接触热阻对高速滚珠丝杠副温升特性的影响[J]. 吉林大学学报(工学版), 2025, 55(6): 1915-1922. |
| [2] | 王勇刚,刘和剑,王传洋,王磊,钱润东,李东亚,董逸君. 激光熔化沉积CrCoNi中熵合金的热腐蚀性能[J]. 吉林大学学报(工学版), 2025, 55(5): 1544-1551. |
| [3] | 王建,马文虎,谢太林,郭华,尹必峰. 重型拖拉机新型双离合全动力换挡变速箱液压系统设计与试验[J]. 吉林大学学报(工学版), 2025, 55(5): 1806-1816. |
| [4] | 商蕾,杨萍,杨祥国,潘建欣,杨军,张梦如. 基于APSO-BP-PID控制的质子交换膜燃料电池热管理系统温度控制[J]. 吉林大学学报(工学版), 2024, 54(9): 2401-2413. |
| [5] | 蒋林,李国龙,王时龙,徐凯,李喆裕. 基于主成分回归的进给轴热膨胀误差建模[J]. 吉林大学学报(工学版), 2024, 54(8): 2149-2155. |
| [6] | 张则强,王灿,刘俊琦,计丹,刘思璐. 基于改进麻雀搜索算法的平行行排序问题[J]. 吉林大学学报(工学版), 2024, 54(7): 1851-1861. |
| [7] | 回丽,金磊,宋万万,周松,安金岚. 转向架用SMA490BW钢不同焊接区域裂纹扩展速率[J]. 吉林大学学报(工学版), 2024, 54(3): 650-656. |
| [8] | 杨志军,张驰,黄观新. 基于浮动坐标法的刚柔耦合定位平台力学模型[J]. 吉林大学学报(工学版), 2024, 54(2): 385-393. |
| [9] | 邬伟骏,吴江波,张家乐,周强,杨乔洪,秦训鹏. 新型多功能高空作业平台稳定性分析和尺度综合[J]. 吉林大学学报(工学版), 2024, 54(12): 3450-3459. |
| [10] | 王磊,刘小鹏,周松,安金岚,张宏杰,丛家慧. 超声滚压对2024铝合金疲劳裂纹扩展行为的影响[J]. 吉林大学学报(工学版), 2024, 54(12): 3486-3495. |
| [11] | 张帆,韩宁,杜青,部竞琦,彭志军. MMH凝胶液滴蒸发与燃烧过程的数值仿真[J]. 吉林大学学报(工学版), 2024, 54(11): 3114-3124. |
| [12] | 周焕林,郭鑫,王选,方立雪,龙凯. 考虑几何非线性的多相多孔结构拓扑优化设计[J]. 吉林大学学报(工学版), 2024, 54(10): 2754-2763. |
| [13] | 石林榕,赵武云. 西北寒旱农区胡麻滚勺式精量穴播器的设计及试验[J]. 吉林大学学报(工学版), 2023, 53(9): 2706-2717. |
| [14] | 柴博森,王广义,闫东,朱国仁,张进,吕恒升. 液力变矩器空化数值模拟及对性能的影响[J]. 吉林大学学报(工学版), 2023, 53(8): 2236-2244. |
| [15] | 陈国辉,徐业银,焦映厚. 考虑偏转的斜齿轮啮合刚度及其振动分析[J]. 吉林大学学报(工学版), 2023, 53(7): 1902-1910. |
|
||